








Wholesale Stainless Steel Tube Coil Heat Exchanger - Leading Factories
As a leading manufacturer of stainless steel tube Coil Heat Exchangers, we pride ourselves on delivering high-quality products that meet the needs of various industries. Our heat exchangers are designed for maximum efficiency and durability, making them the perfect choice for applications requiring reliable performance. Whether you're seeking wholesale prices or looking for a trustworthy supplier, our factory is well-equipped to handle bulk orders with precision, At Ningbo Senjun New Materials Co., Ltd., we understand the nuances of buyer behavior and aim to provide exceptional customer service throughout the purchasing process. Our commitment to quality and competitive pricing sets us apart from others in the industry. If you’re in need of stainless steel tube coil heat exchangers that combine innovation with outstanding value, we are here as your dependable partner. Reach out today to explore how we can fulfill your requirements!




Why Stainless Steel Tube Coil Heat Exchanger Manufacturers Sets the Industry Standard Your Trusted OEM Partner
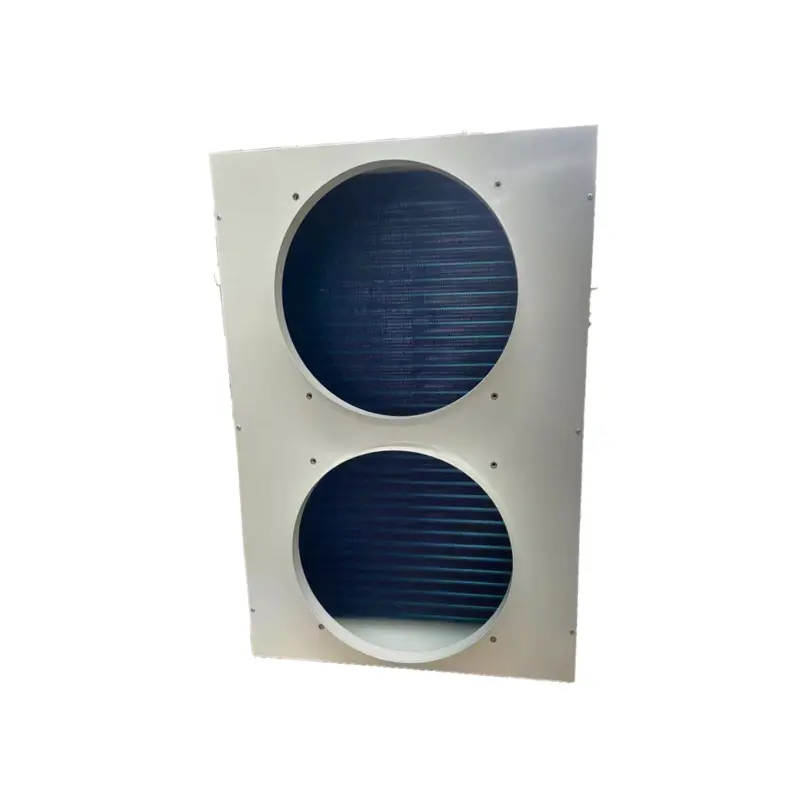
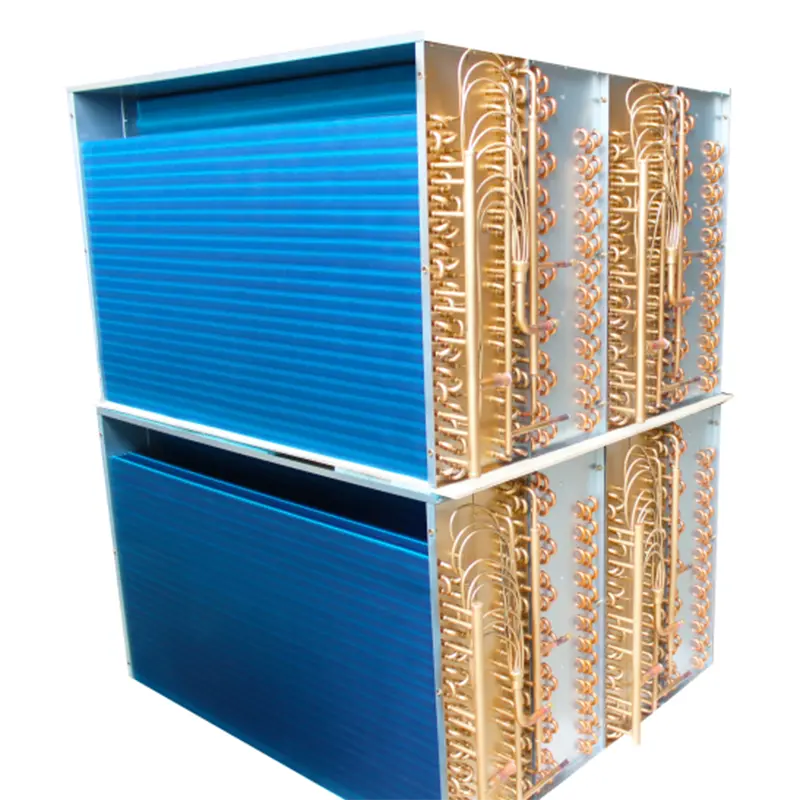
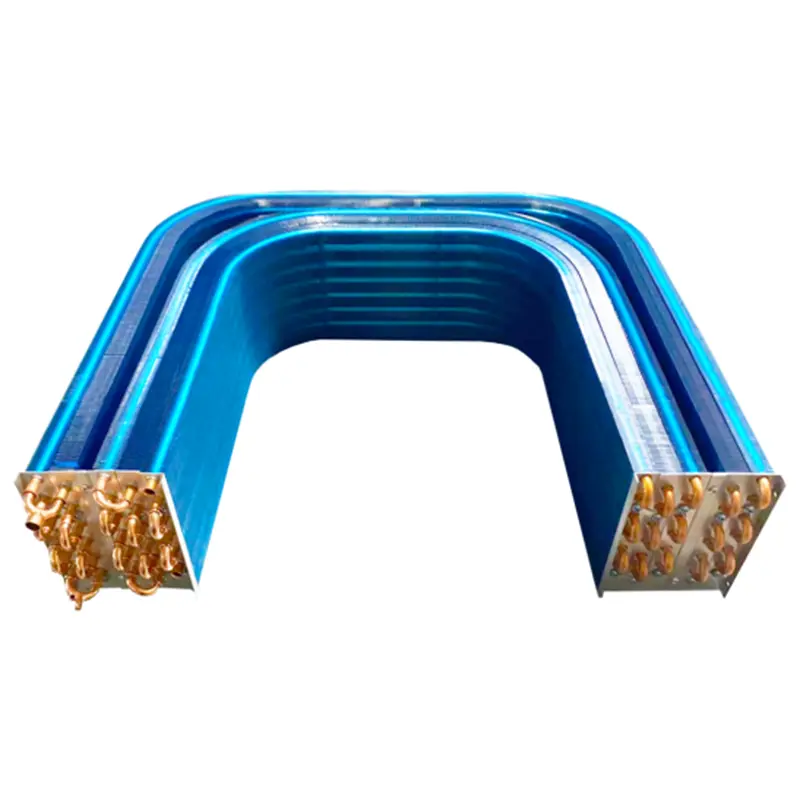
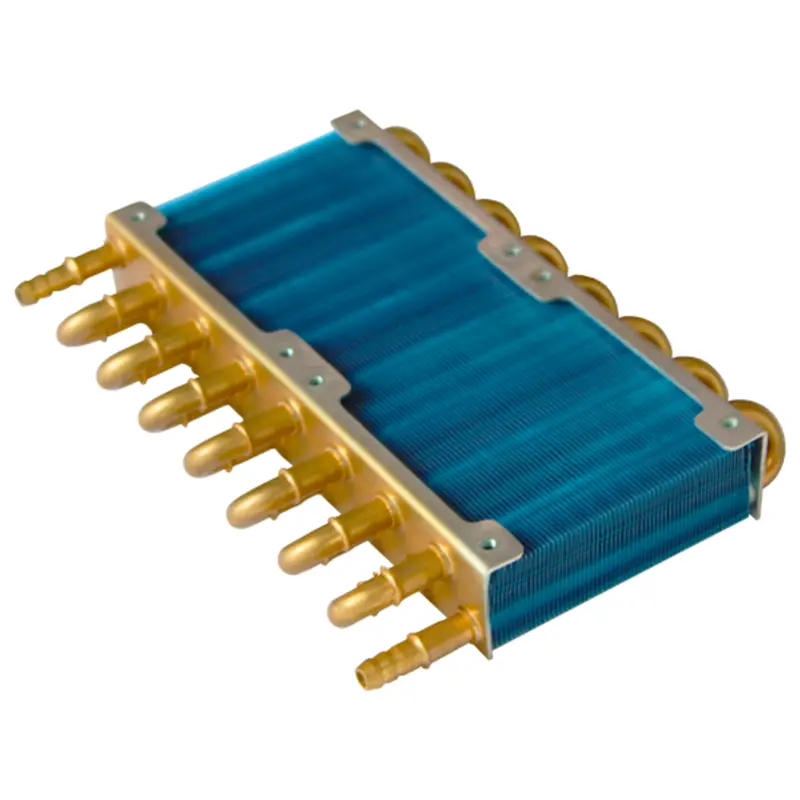
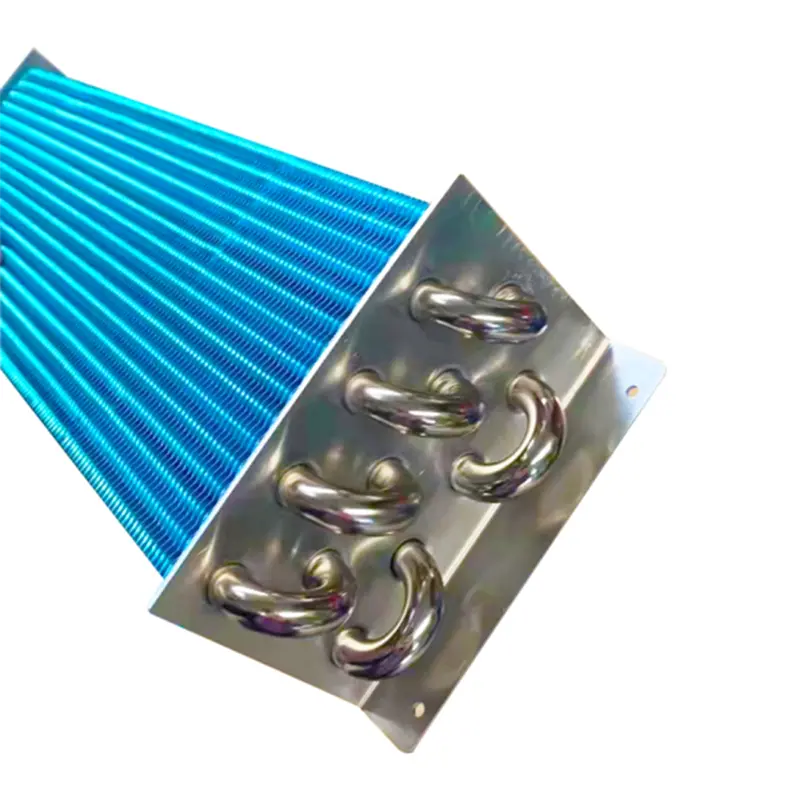
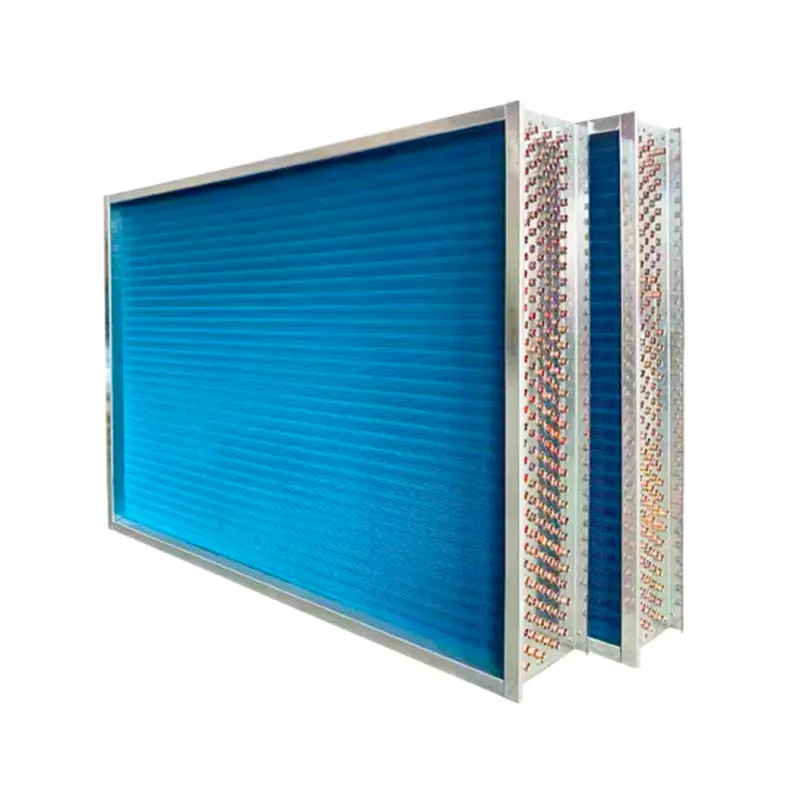
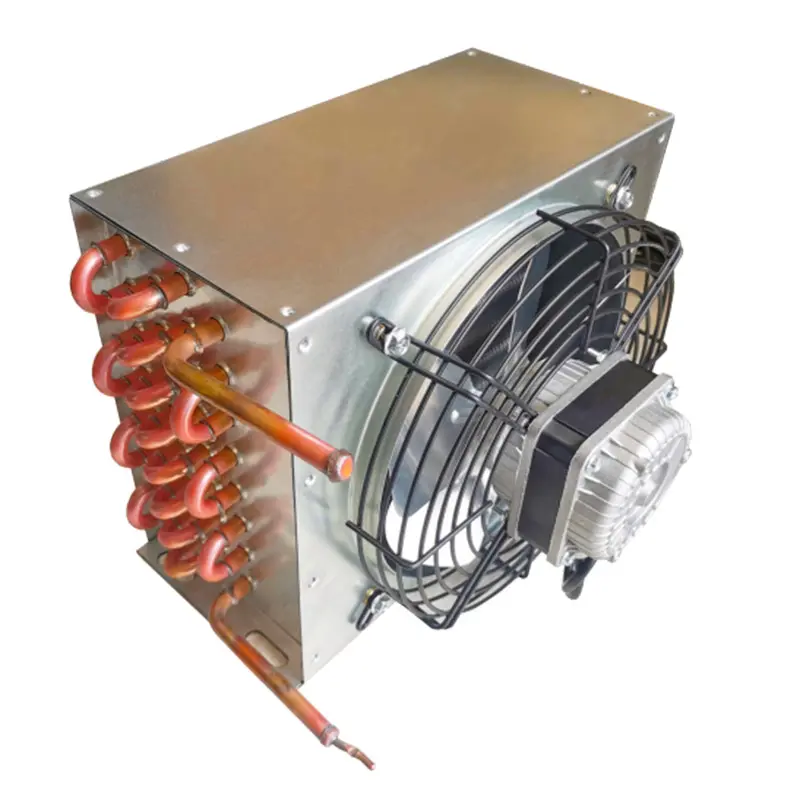
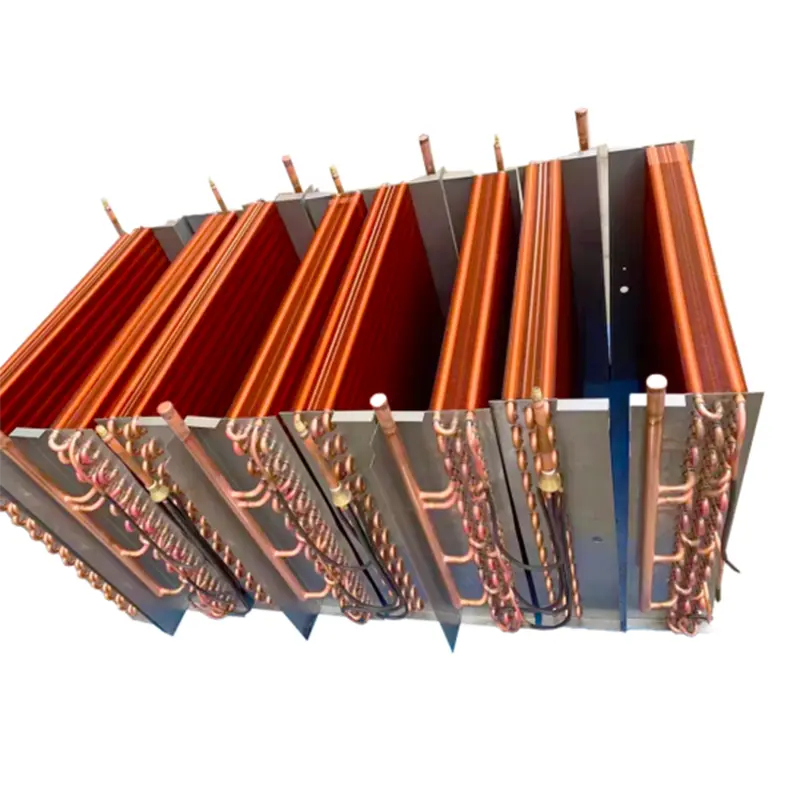
When it comes to heat exchangers, stainless steel tube coil heat exchangers stand out as a benchmark in the industry, particularly due to their remarkable durability and efficiency. Manufacturers like Ningbo Senjun New Materials Co., Ltd., with over a decade of experience since its inception in 2010, are not only pioneering innovations in this sphere but also setting a standard that global buyers can trust. Our focus on extensive research and development has enabled us to create high-quality wire tube condensers and copper-aluminum fin heat exchangers tailored for applications in refrigerators, freezers, drinking fountains, and display cabinets. As an OEM partner, we understand that procurement managers are continually searching for reliable suppliers who offer not only superior products but also exceptional service. Our commitment to quality control and cutting-edge technology ensures that our heat exchangers provide optimal performance, energy efficiency, and a longer lifecycle. By choosing Ningbo Senjun, you gain a trusted ally who prioritizes your needs and helps elevate your product offerings in a competitive market. With an emphasis on customization and customer satisfaction, we strive to meet the unique requirements of every client, ensuring that our stainless steel heat exchangers integrate seamlessly into their applications. Partnering with us guarantees that you are working alongside a manufacturer dedicated to excellence, innovation, and sustainability, setting you on the path to industry leadership. Trust Ningbo Senjun to be your go-to source for top-tier heat exchangers.
Why Stainless Steel Tube Coil Heat Exchanger Manufacturers Sets the Industry Standard Your Trusted OEM Partner
| Feature | Description | Importance | Standard Compliance |
|---|---|---|---|
| Corrosion Resistance | Stainless steel offers high resistance to corrosion, extending the lifespan of heat exchangers. | Critical for applications in harsh environments. | ASTM A269 |
| Thermal Efficiency | Designed for optimal heat transfer with minimal pressure drops. | Essential for energy conservation and performance. | ASHRAE Standards |
| Customization | Ability to tailor designs to specific applications and requirements. | Enhances adaptability and efficiency in various systems. | ISO 9001 |
| Manufacturing Precision | High-precision manufacturing processes ensure quality and performance. | Reduces maintenance needs and improves reliability. | ASME Code |
| Sustainability | Materials and processes designed to minimize environmental impact. | Supports eco-friendly initiatives and regulatory compliance. | REACH Compliance |



Must-Choose Reasons Stainless Steel Tube Coil Heat Exchanger Manufacturers Your Trusted OEM Partner Trusted by Pros




D
David Martinez
I highly recommend this product. Not only is it of superior quality, but the after-sales support has been outstanding.
06 July 2025
J
Jessica Patel
The quality of the item is remarkable! Plus, the customer service was so professional and helpful throughout the entire process.
05 July 2025
E
Emma Allen
I love the quality of this product. The customer service representatives were also extremely helpful and proactive!
10 May 2025
B
Benjamin Graves
The quality is excellent! The customer service team was friendly and very communicative.
08 June 2025
S
Sophie Harris
I truly appreciate the quality of this product. The customer service team is always ready to assist.
15 May 2025
L
Lucas Robinson
Impressive quality! Their customer service team is well-trained and very responsive.
09 May 2025