







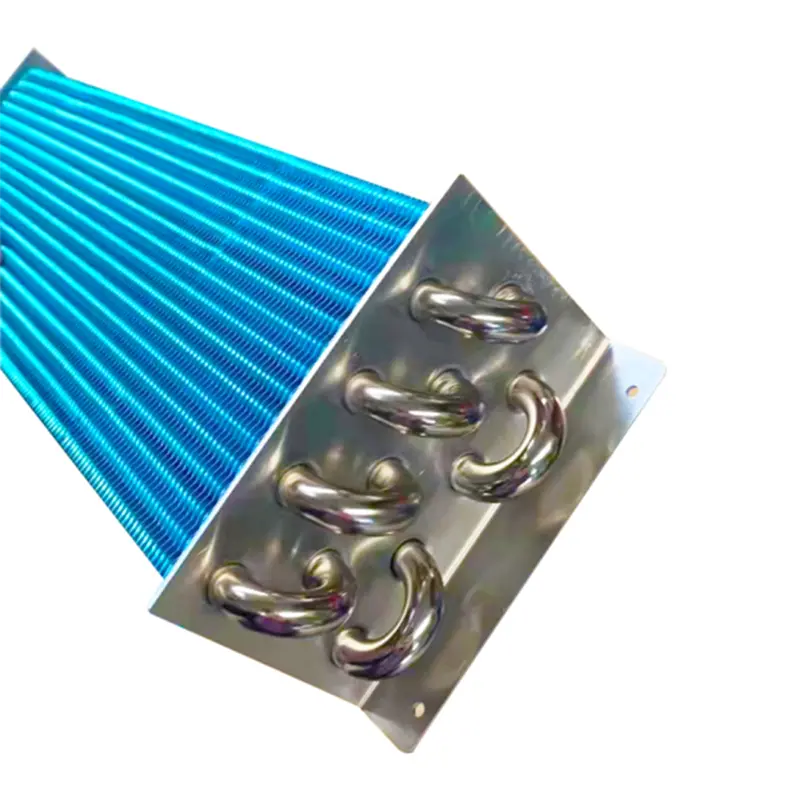
The refrigeration Serpentine Tube Condenser is an innovative solution designed for efficient heat exchange in various refrigeration applications. Engineered by Ningbo Senjun New Materials Co., Ltd., this condenser features a unique serpentine design that maximizes surface area and enhances cooling performance. Its compact structure allows for easy integration into diverse systems, making it suitable for both residential and commercial refrigeration, Constructed from high-quality materials, the serpentine tube condenser is built to withstand harsh operating conditions while ensuring durability and longevity. With excellent thermal conductivity, it facilitates rapid heat dissipation, contributing to energy savings and improved system efficiency, Customizable in size and configuration, this condenser can meet specific project requirements, providing flexibility for different setups. Trust in the expertise of Ningbo Senjun New Materials Co., Ltd. to deliver reliable performance and advanced solutions in refrigeration technology, ensuring that your cooling needs are met effectively and efficiently

Wholesale Refrigeration Serpentine Tube Condenser from Trusted Suppliers







Exploring Refrigeration Serpentine Tube Condenser Stands Out Delivers Unmatched Quality
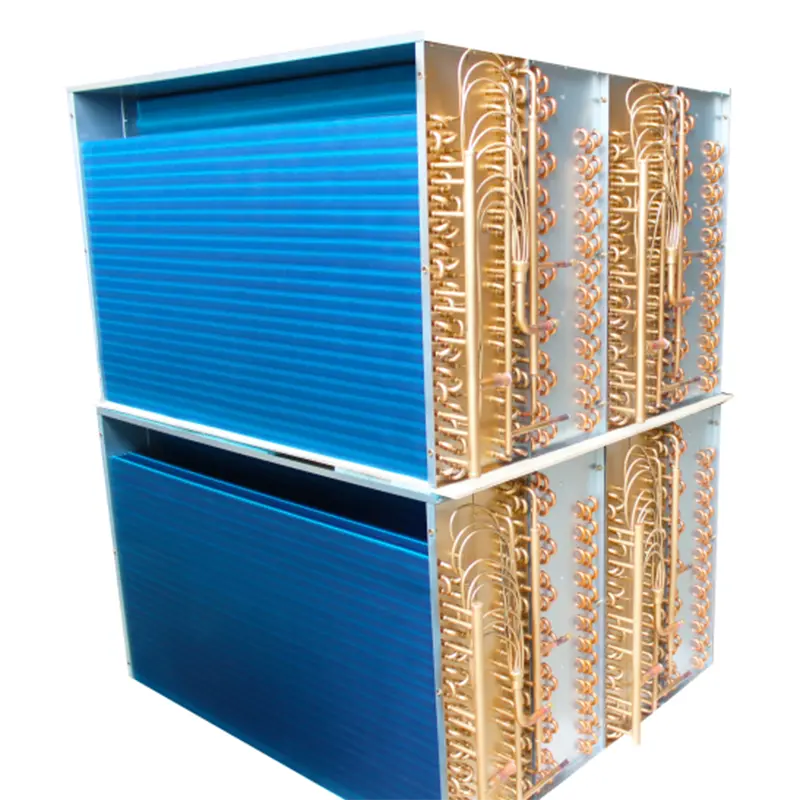
At Ningbo Senjun New Materials Co., Ltd., we take pride in our over a decade of expertise in the design and manufacturing of high-quality refrigeration serpentine tube condensers. Established in 2010, our company has committed itself to the advancement of wire tube condensers and copper aluminum fin heat exchangers, catering to diverse industries, including refrigerators, freezers, drinking fountains, and display cabinets. Our serpentine tube condensers stand out in the market, delivering unmatched quality that ensures superior efficiency and performance. What sets our serpentine tube condensers apart is not only their innovative design but also the rigorous quality control processes we implement at every stage of production. Utilizing state-of-the-art technology and materials, our condensers guarantee exceptional durability and reliability, making them ideal for a variety of applications. As a global supplier, we understand the importance of meeting international standards and customer expectations, which is why we continuously invest in research and development to enhance our product offerings. We invite global buyers to explore our extensive range of serpentine tube condensers, where quality meets cutting-edge engineering. With a dedicated team focused on customer satisfaction, we are eager to partner with businesses seeking reliable and high-performance refrigeration solutions. Choose Ningbo Senjun New Materials Co., Ltd., and experience the difference of working with a leading manufacturer that values quality and innovation.
Exploring Refrigeration Serpentine Tube Condenser Stands Out Delivers Unmatched Quality
| Feature | Description | Value |
|---|---|---|
| Material | High-grade Copper | Excellent thermal conductivity |
| Design | Serpentine Tube | Maximizes surface area for heat exchange |
| Efficiency | Cooling Performance | Up to 95% effective |
| Durability | Resistance to Corrosion | Long-lasting performance |
| Pressure Rating | High Pressure | Up to 300 psi |





How To Identify Refrigeration Serpentine Tube Condenser in 2025 Winning in 2025







D
Daniel Clark
High-quality product with an impressive finish. The support team was very knowledgeable and addressed my concerns promptly.
16 June 2025
L
Liam Bennett
I’ve had nothing but a positive experience! The product is of excellent quality and service team is very helpful.
15 June 2025
M
Mia Powell
Fantastic durability. The after-sales team was quick to respond and resolved my issues effortlessly.
24 May 2025
C
Carter Walker
Excellent product all around! The quality is phenomenal, and the support team was exceptionally helpful.
07 June 2025
S
Sophie Harris
I truly appreciate the quality of this product. The customer service team is always ready to assist.
15 May 2025
E
Emma Hill
Thrilled with this product! Its quality is remarkable, and the support team was very helpful.
02 July 2025