








Refrigeration Compact Coiled Tube Heat Exchanger Factory in China - Supplier & Manufacturer
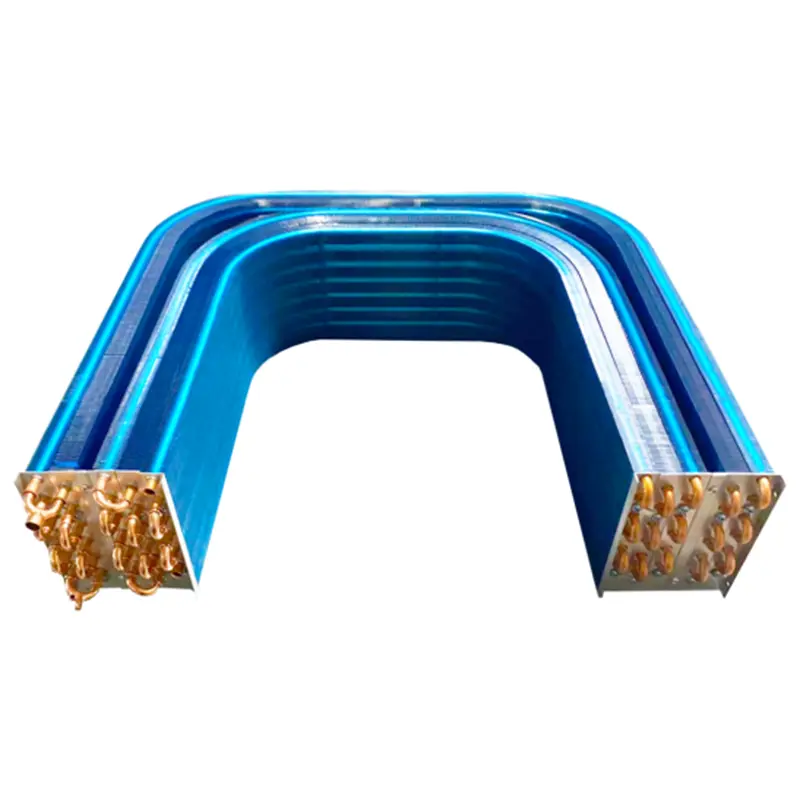
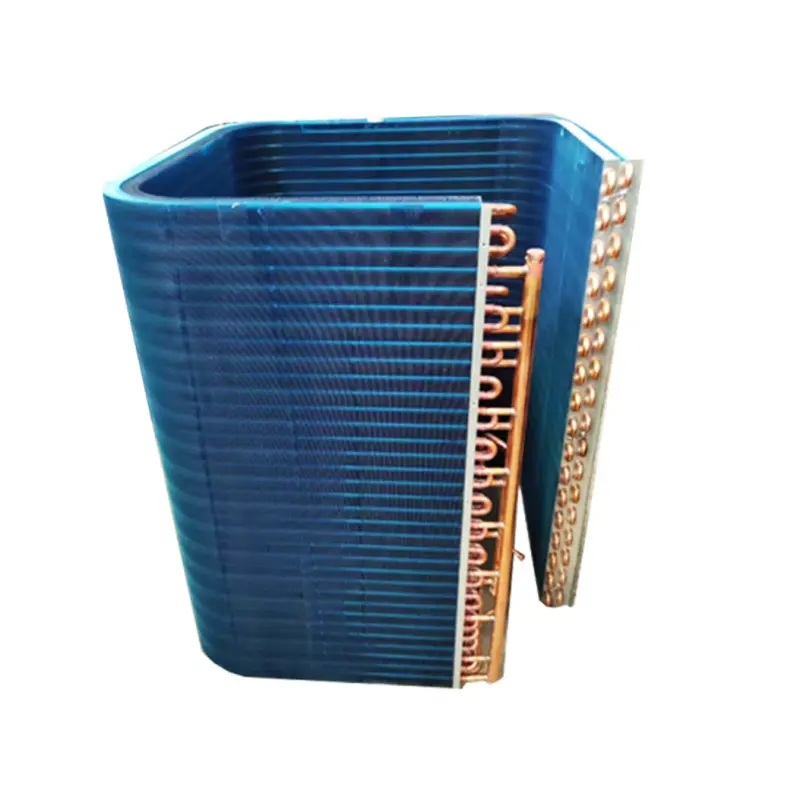
When it comes to efficient heat exchange solutions, our Refrigeration Compact Coiled Tube Heat Exchanger stands out. As a leading manufacturer in this field, I’m proud to say that our factory in Ningbo has perfected the art of creating high-quality, durable heat exchangers tailored to your business needs, We understand that buying in bulk is crucial for your operations, which is why we offer competitive wholesale prices without compromising on quality. Our products are engineered for optimal performance, enabling you to enhance your energy efficiency and reduce costs, By choosing us as your supplier, you’re opting for reliability and superior craftsmanship. I invite you to connect with us to discuss how our heat exchangers can benefit your business. Our commitment to customer satisfaction and innovation is what sets us apart in the competitive market. Let's take your refrigeration solutions to the next level together!




Ultimate Guide To Refrigeration Compact Coiled Tube Heat Exchanger Factory Factory-Direct Excellence Winning in 2025
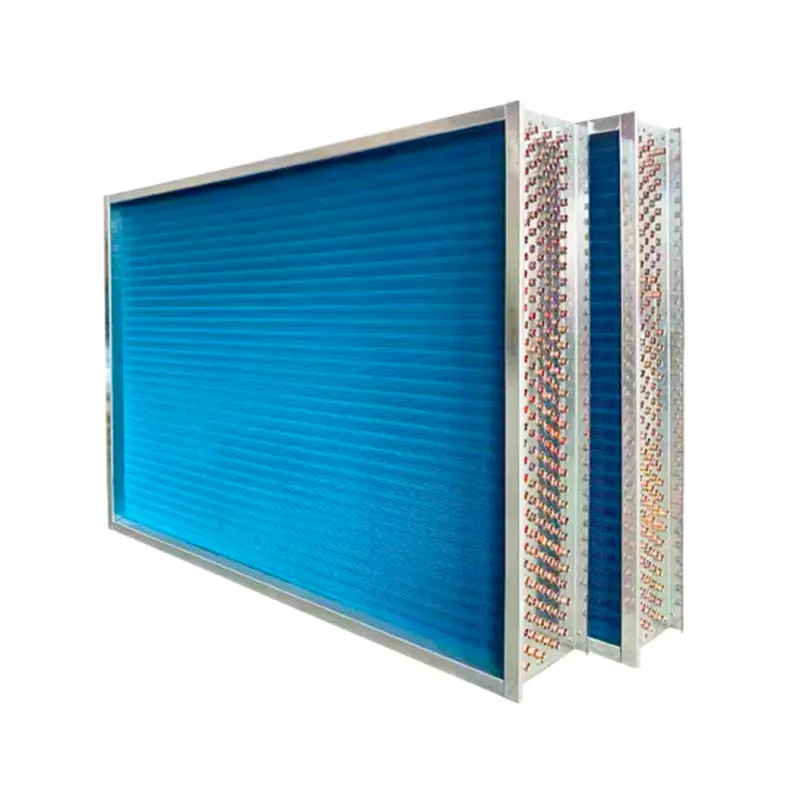
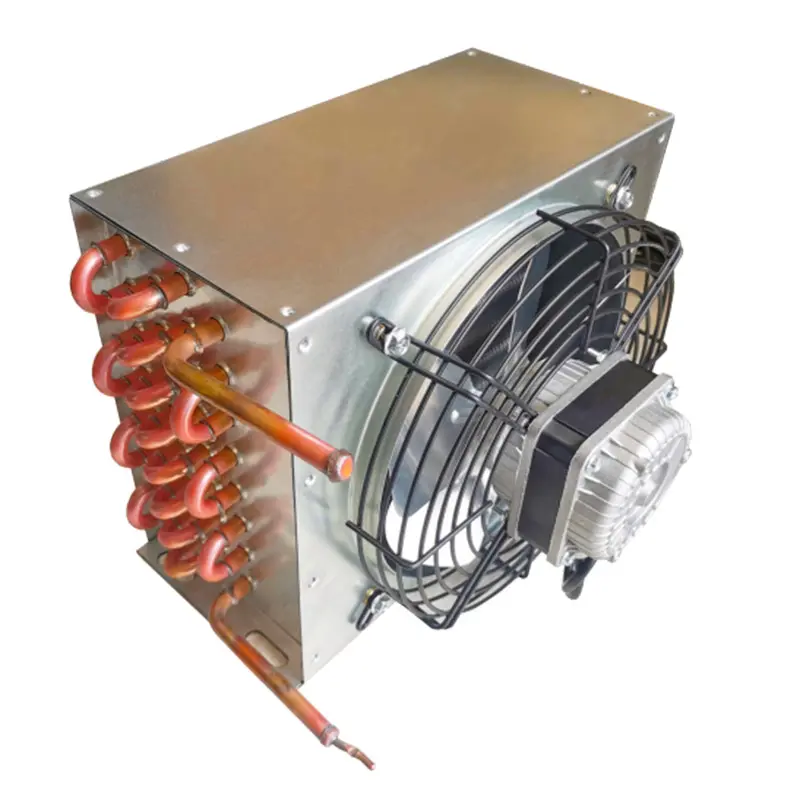
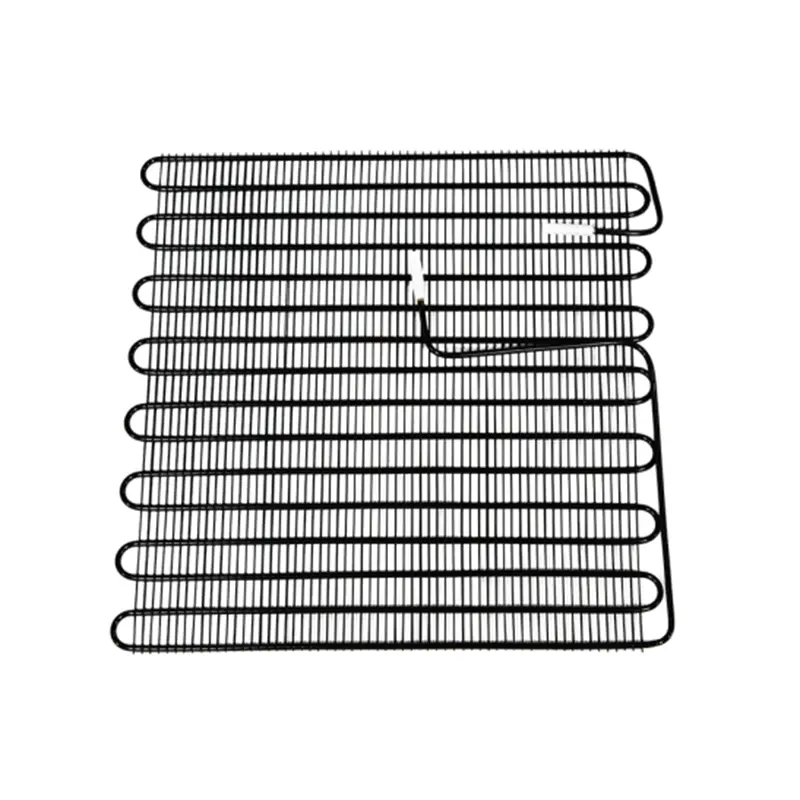
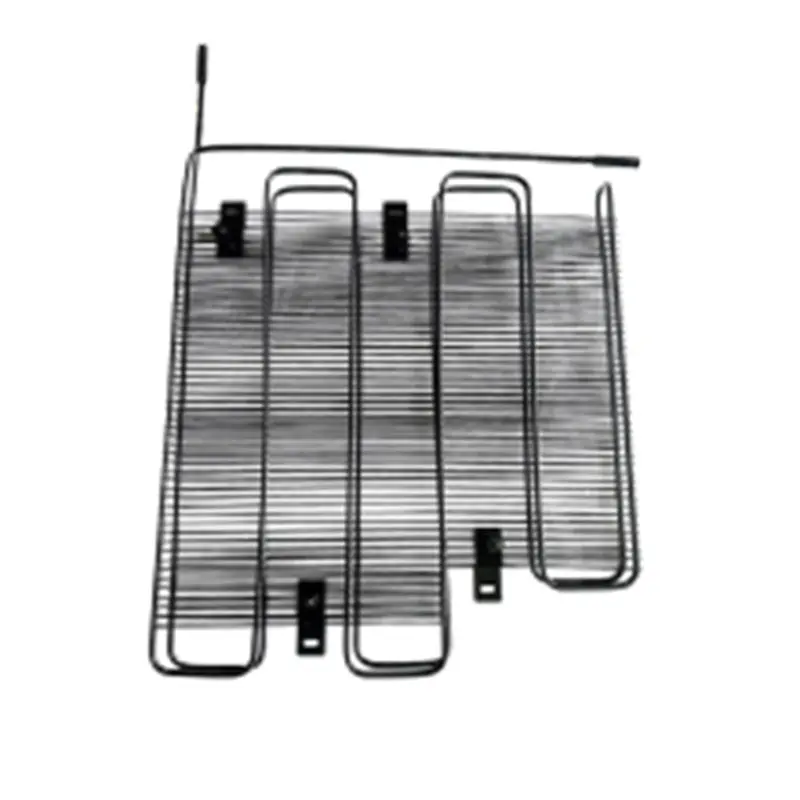
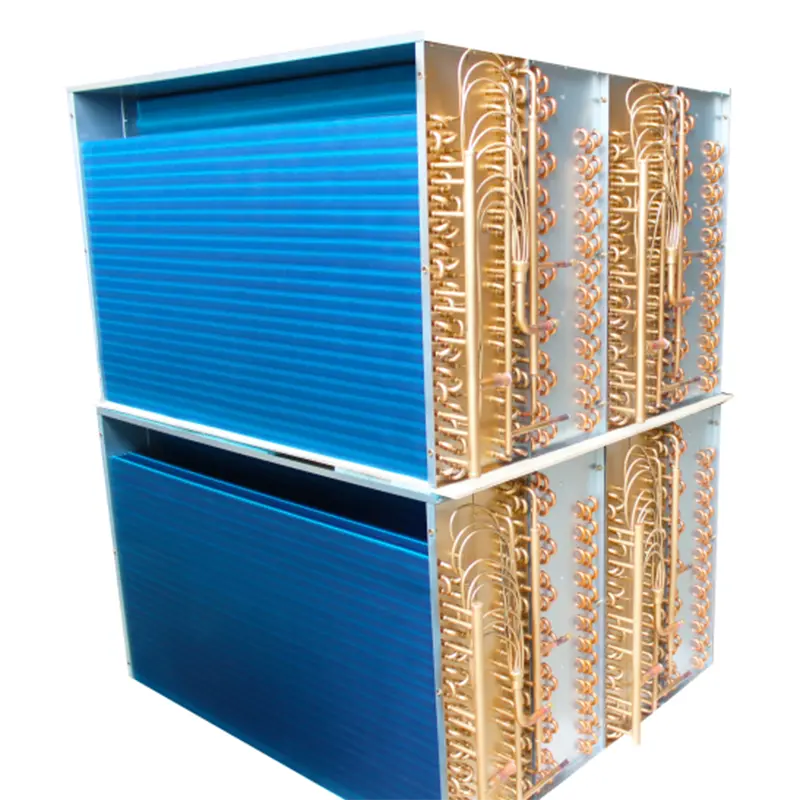
In the rapidly evolving world of refrigeration solutions, Ningbo Senjun New Materials Co., Ltd. stands out as a beacon of innovation and quality. Founded in 2010, our company specializes in the research, development, and production of cutting-edge wire tube condensers and copper-aluminum fin heat exchangers tailored for a variety of applications, including refrigerators, freezers, drinking fountains, and display cabinets. As a factory-direct manufacturer, we take pride in providing our global partners with exceptional products that meet the highest standards of efficiency and reliability. As we look ahead to 2025, our commitment to excellence remains unwavering. Our compact coiled tube heat exchangers are engineered to optimize thermal performance while minimizing space requirements, making them ideal for modern refrigeration systems. With a focus on advanced technology and sustainable practices, we ensure that our products not only enhance energy efficiency but also contribute to a greener planet. Our experienced team is dedicated to collaborating with global buyers to offer customizable solutions that align with specific needs, ultimately positioning you for success in a competitive marketplace. Choosing Ningbo Senjun means more than just procuring quality heat exchangers; it means partnering with a trusted leader in the industry. Our direct factory approach guarantees competitive pricing without compromising on quality, enabling you to achieve your business goals. Join us as we pave the way for a sustainable future in refrigeration, backed by unparalleled expertise and a commitment to excellence that sets us apart in the global market.
Ultimate Guide To Refrigeration Compact Coiled Tube Heat Exchanger Factory Factory-Direct Excellence Winning in 2025
| Parameter | Value | Unit | Notes |
|---|---|---|---|
| Heat Transfer Coefficient | 500 | W/m²K | Typical value for coiled tube |
| Max Operating Pressure | 150 | bar | Pressure rating for safety |
| Operating Temperature Range | -40 to 120 | °C | Wide range suitable for various applications |
| Material | Copper | - | Commonly used for its high thermal conductivity |
| Efficiency Rate | 85 | % | Benchmark for performance |
| Size (L x W x H) | 120 x 60 x 30 | cm | Compact design for easy installation |
| Weight | 15 | kg | Lightweight for portability |
| Annual Maintenance Cost | 200 | USD | Standard maintenance requirement |



How Chinese Manufacturers Refrigeration Compact Coiled Tube Heat Exchanger Factory Exceeds Industry Benchmarks Delivers Unmatched Quality




R
Ryan Turner
I’m very satisfied! The item quality is great, and the after-sales service was attentive and professional.
23 June 2025
C
Carter Walker
Excellent product all around! The quality is phenomenal, and the support team was exceptionally helpful.
07 June 2025
M
Mia Thompson
The product is fantastic! The quality stands out, and the service team was very helpful throughout.
04 June 2025
D
David Lee
Outstanding product! The support team addressed all my concerns with expertise and care.
04 June 2025
E
Ella Murphy
I’m very pleased! The product quality is outstanding and the after-sales support was excellent.
21 May 2025
N
Noah Nelson
Incredible quality! The customer service team was eager to assist and very professional.
06 July 2025