








Monoblock Cold Room Refrigeration Unit Factory in China - Top Supplier
When it comes to reliable and efficient refrigeration solutions, our Monoblock Cold Room Refrigeration Unit stands out in the industry. As a leading manufacturer in China, we pride ourselves on delivering top-quality products that cater to various needs. Our factory, Ningbo Senjun New Materials Co., Ltd., combines cutting-edge technology with proven designs, ensuring optimal performance and energy efficiency, I can assure you that our units are engineered for durability and ease of use, making them perfect for any cold storage application. We understand how crucial it is to maintain temperature consistency, and our units are designed to meet even the most rigorous standards. With a commitment to excellence and customer satisfaction, we provide not just products but also ongoing support. Whether you are expanding your operation or upgrading your systems, choose us for superior cold room solutions that won’t let you down. Partner with us, and let’s keep your goods fresh and secure!






10 Essential Tips For Monoblock Cold Room Refrigeration Unit Factory Industry Giant Now Trending
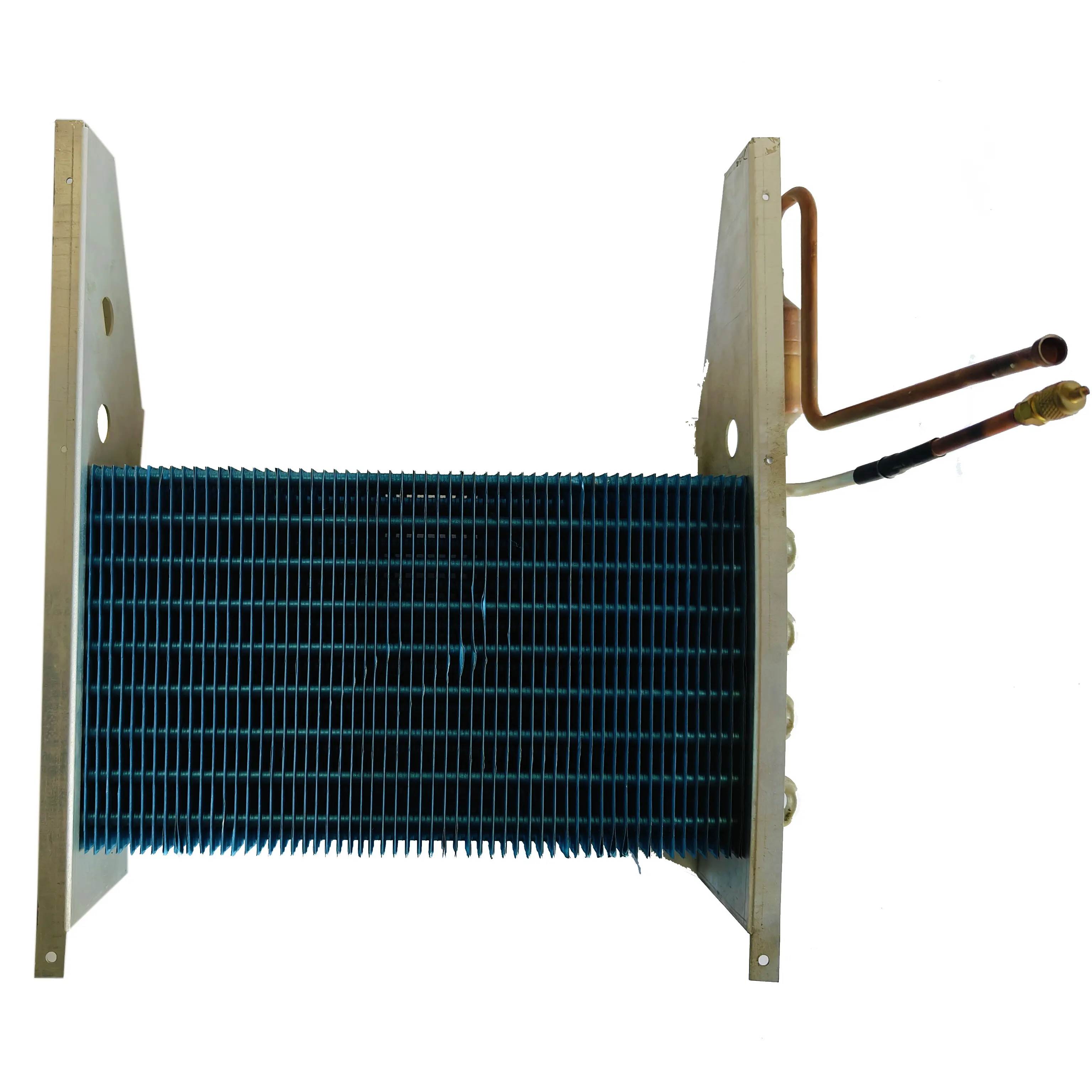
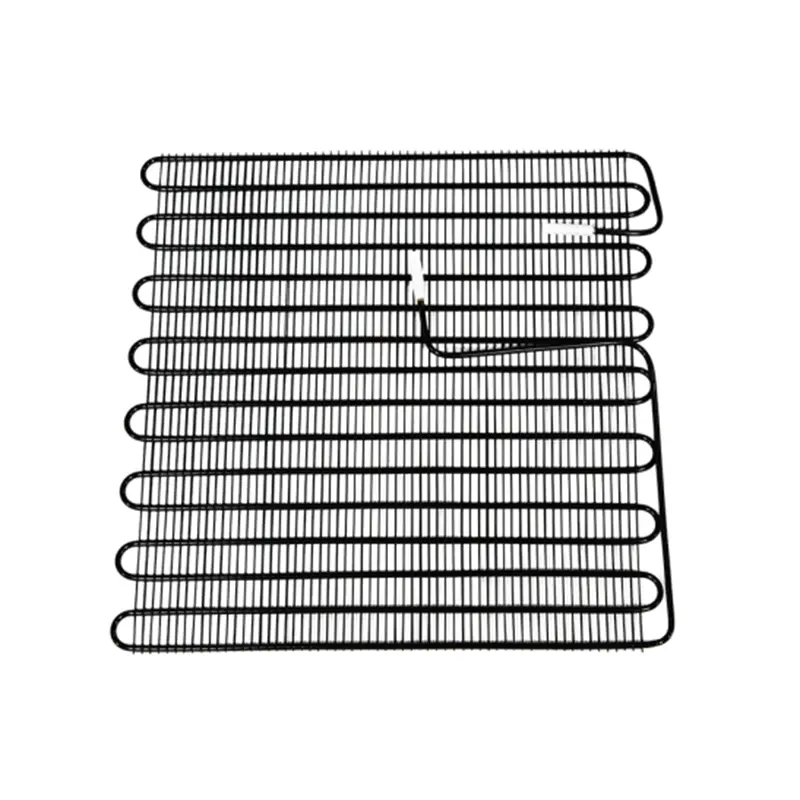
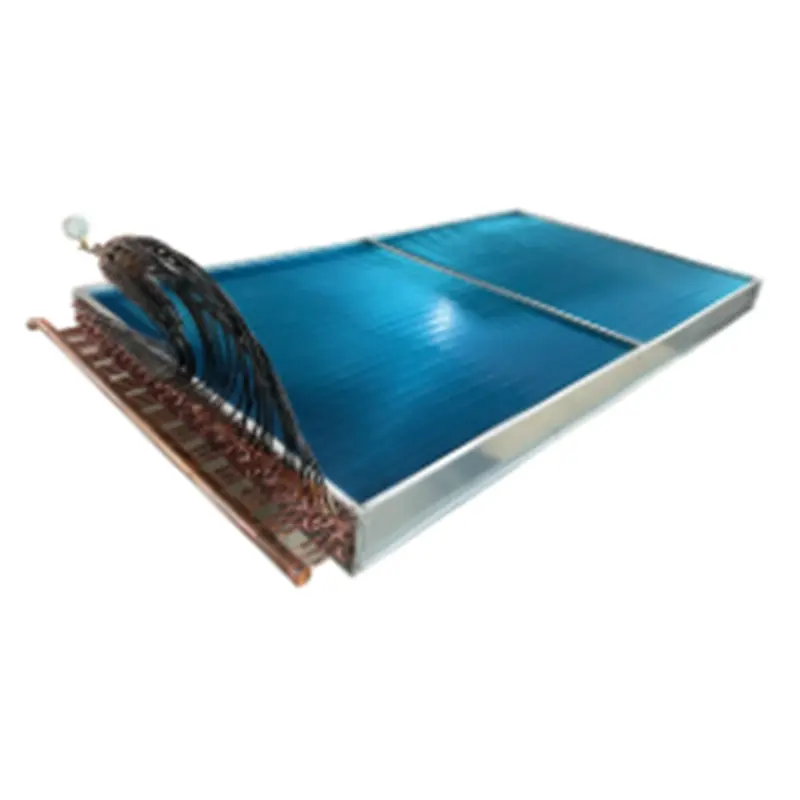
In the competitive world of cold room refrigeration units, especially within the factory industry, understanding the nuances of product selection and application is crucial for global buyers. Monoblock refrigeration units have become increasingly popular due to their compact design and efficiency in energy consumption. As a leading manufacturer since 2010, Ningbo Senjun New Materials Co., Ltd. is at the forefront of innovation in this sector, specializing in wire tube condensers and copper aluminum fin heat exchangers tailored for refrigerators, freezers, and display cabinets. To ensure a successful procurement experience, buyers should focus on essential aspects such as energy efficiency, the durability of materials, and maintenance requirements. Delving into product specifications and understanding the latest trends in refrigeration technology can greatly enhance operational efficiency and cost-effectiveness. As trends shift towards sustainable solutions, sourcing units that are designed with environmentally friendly practices in mind will yield both financial savings and regulatory compliance benefits. By partnering with a trusted manufacturer like Ningbo Senjun, global buyers can gain access to high-quality refrigeration units backed by years of expertise and advanced research. Our commitment to innovation ensures that you stay ahead of trends while meeting your operational needs. Prioritizing quality and performance in your purchasing decisions will lead to successful operational outcomes, making the selection of the right monoblock cold room refrigeration unit a pivotal move for your business.
10 Essential Tips For Monoblock Cold Room Refrigeration Unit Factory Industry Giant Now Trending
| Tip No. | Tip Description | Expected Outcome | Implementation Time (Hours) |
|---|---|---|---|
| 1 | Ensure regular maintenance checks | Reduced downtime | 2 |
| 2 | Optimize insulation for cold rooms | Improved energy efficiency | 4 |
| 3 | Utilize advanced monitoring systems | Real-time data insights | 3 |
| 4 | Train staff on best practices | Higher operational efficiency | 5 |
| 5 | Implement energy-saving technologies | Lower operational costs | 6 |
| 6 | Regularly review and update systems | Enhanced system reliability | 4 |
| 7 | Install backup power systems | Continuous operation during outages | 8 |
| 8 | Schedule regular equipment audits | Identify inefficiencies | 2 |
| 9 | Enhance safety protocols | Reduced accidents and injuries | 3 |
| 10 | Foster a culture of sustainability | Long-term cost savings | Ongoing |





Reasons to Choose Monoblock Cold Room Refrigeration Unit Factory Where Innovation Meets 2025 Factory





D
David Martinez
I highly recommend this product. Not only is it of superior quality, but the after-sales support has been outstanding.
06 July 2025
C
Chloe King
I’m very pleased with this product! The quality is exceptional, and the after-sales service was outstanding.
16 May 2025
L
Lucas Phillips
Impressive craftsmanship! The customer service team is knowledgeable and always willing to help.
26 May 2025
A
Ava Cooper
I am thoroughly satisfied! The product quality is exceptional, and the customer service was very professional.
14 May 2025
O
Olivia Moore
Very pleased with my purchase! The product quality is great, and the customer service was exemplary.
09 June 2025
J
Joshua Campbell
Fantastic craftsmanship! The after-sales service was prompt and the staff was very competent.
08 May 2025