







The Access Valve for refrigeration produced by Ningbo Senjun New Materials Co., Ltd. is a cutting-edge solution designed for efficient refrigerant management. This essential component facilitates easy access to refrigerant lines, ensuring seamless maintenance and service of refrigeration systems. Crafted from high-quality materials, our access valve promises durability and superior performance even in demanding environments, Engineered to meet the highest industry standards, it allows technicians to monitor and charge refrigerants with confidence, preventing system leaks and enhancing operational efficiency. The valve's user-friendly design ensures quick installation and reliable operation, making it suitable for a wide range of refrigeration applications, At Ningbo Senjun, we prioritize innovation and quality, providing products that meet the diverse needs of our clients. Our Access Valve not only enhances system performance but also contributes to the longevity of refrigeration equipment. Choose our reliable and efficient valve solution for your refrigeration needs to ensure optimal performance and reliability

Access Valve for Refrigeration: Top China Manufacturer & Supplier






Reasons to Choose Access Valve For Refrigeration Market Leader Custom Solutions,
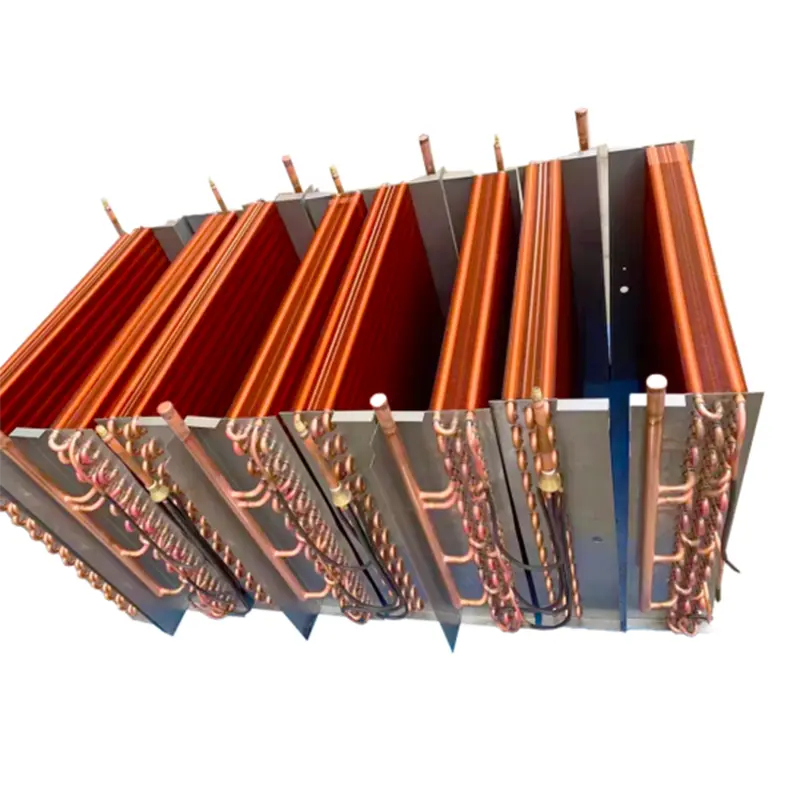
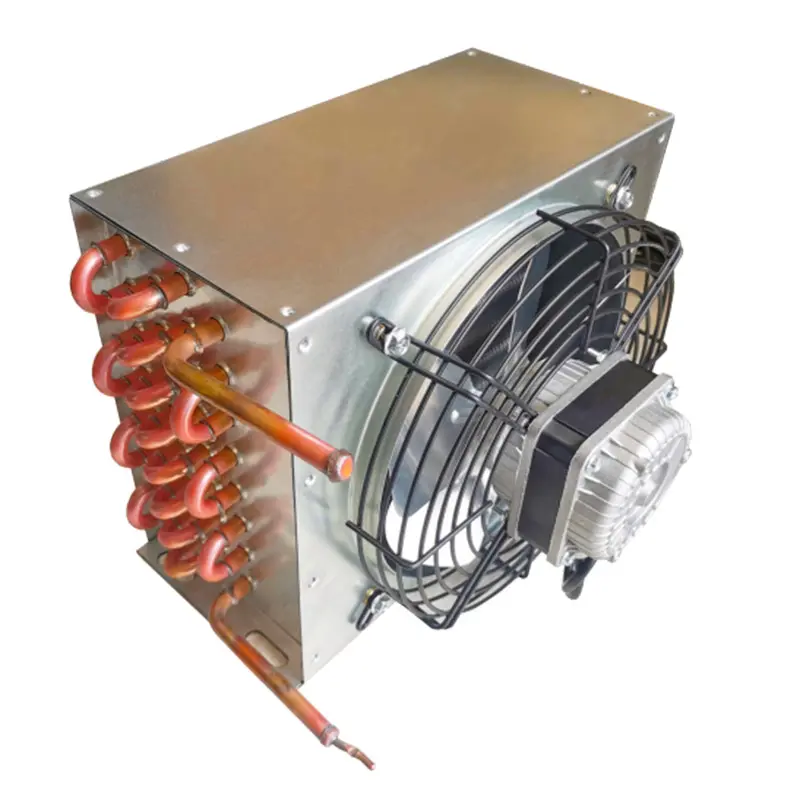
When it comes to selecting the right components for refrigeration systems, the choice of valves can significantly impact efficiency and performance. Ningbo Senjun New Materials Co., Ltd., a leader in the design and manufacture of wire tube condensers and copper aluminum fin heat exchangers since 2010, offers customized solutions that stand out in the competitive refrigeration market. Our commitment to R&D has led to innovative valve designs that cater specifically to the unique demands of refrigeration applications, providing reliability and durability. Choosing Access Valve from us means you benefit from tailor-made solutions that meet the specific requirements of your projects. With extensive expertise in various refrigeration applications such as refrigerators, freezers, display cabinets, and drinking fountains, our products are engineered for optimal performance. We ensure that our valves not only support system efficiency but also enhance energy conservation, helping global buyers lower operational costs while maintaining quality standards. Furthermore, our dedication to quality and customer satisfaction sets us apart. With a robust manufacturing process and rigorous quality control, we guarantee products that meet international standards. By choosing Ningbo Senjun New Materials Co., Ltd., you are partnering with a reliable supplier that understands the intricacies of the refrigeration market, ensuring you receive the best custom solutions tailored to your needs. Experience the difference of working with a leader committed to excellence and innovation in refrigeration technology.
Reasons to Choose Access Valve For Refrigeration Market Leader Custom Solutions
| Feature | Description | Benefit |
|---|---|---|
| Custom Design Options | Tailored solutions to meet specific system requirements. | Increased efficiency and compatibility with existing systems. |
| High-Quality Materials | Durable materials resistant to corrosion and wear. | Longer lifespan and reduced maintenance costs. |
| Expert Consultation | Access to industry experts for guidance and support. | Better informed decisions and optimized system design. |
| Comprehensive Testing | Rigorous quality control and testing processes. | Reliability and performance assurance in real-world applications. |
| Sustainability Practices | Commitment to sustainable manufacturing processes. | Reduction of environmental impact and promotion of eco-friendly solutions. |




Top 10 Access Valve For Refrigeration Where Service Meets Innovation Industry Giant






E
Elena Johnson
Absolutely satisfied with my purchase. The product is built to last, and the customer service staff are very courteous and efficient.
06 July 2025
J
Jack Adams
This is a product of high quality. The after-sales service team was very knowledgeable and assisted me effectively.
26 June 2025
I
Isabella Foster
Remarkable quality! The support staff is educated and attentive, making the entire process seamless.
28 May 2025
R
Ryan Clark
Great product! The quality is unmatched, and the after-sales service was incredibly supportive.
18 May 2025
M
Mia Thompson
The product is fantastic! The quality stands out, and the service team was very helpful throughout.
04 June 2025
S
Sofia Evans
A truly high-quality product! The customer service team was fantastic and resolved my issues quickly.
20 June 2025