







Ningbo Senjun New Materials Co., Ltd. offers innovative solutions with its high-efficiency Steam Condensate Heat Exchanger, designed to optimize thermal energy recovery in industrial applications. This advanced system effectively captures and reuses heat from condensate, ensuring reduced energy consumption and lower operational costs, Crafted with state-of-the-art materials, The Heat Exchanger provides exceptional durability and resistance to corrosion, making it ideal for demanding environments. Our product is engineered to deliver superior performance, enhancing overall energy efficiency while minimizing waste, Clients can benefit from our expertise in customizing solutions to meet specific operational needs, ensuring seamless integration into existing systems. The Steam Condensate Heat Exchanger not only promotes sustainable practices but also enhances productivity. Rely on Ningbo Senjun New Materials Co., Ltd. for a reliable partner in achieving energy efficiency and reducing your carbon footprint while maintaining high performance in your steam systems

Wholesale Steam Condensate Heat Exchanger | Top Factories & Suppliers


Reasons to Choose Steam Condensate Heat Exchanger Outperforms the Competition Service
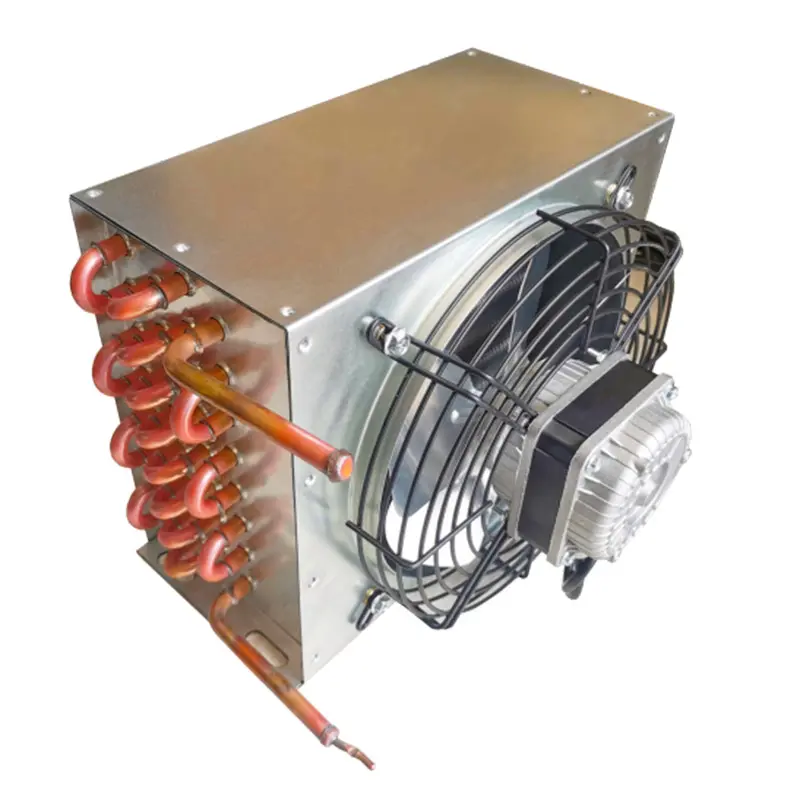
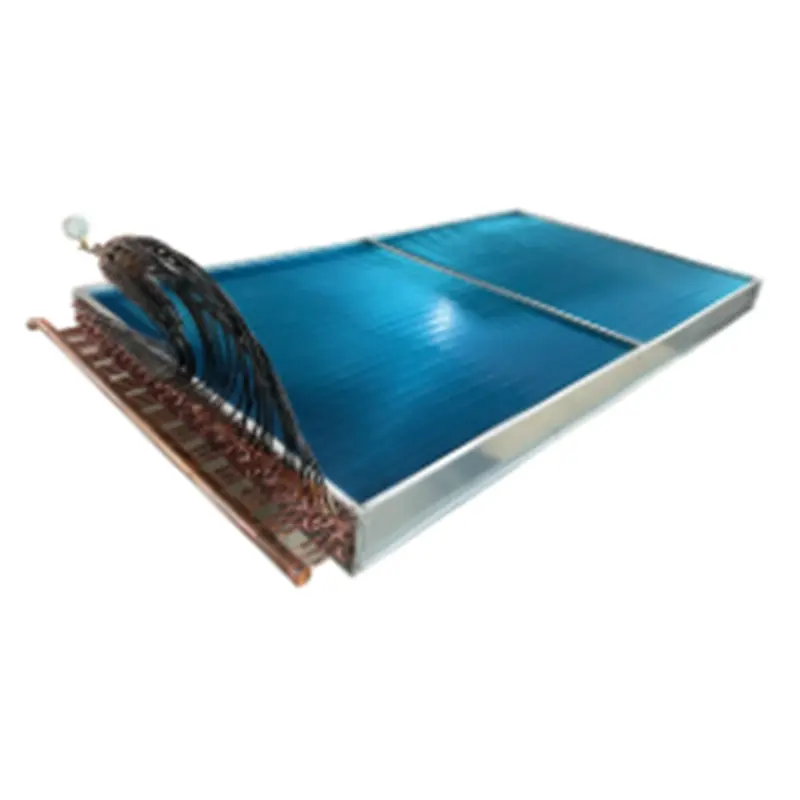
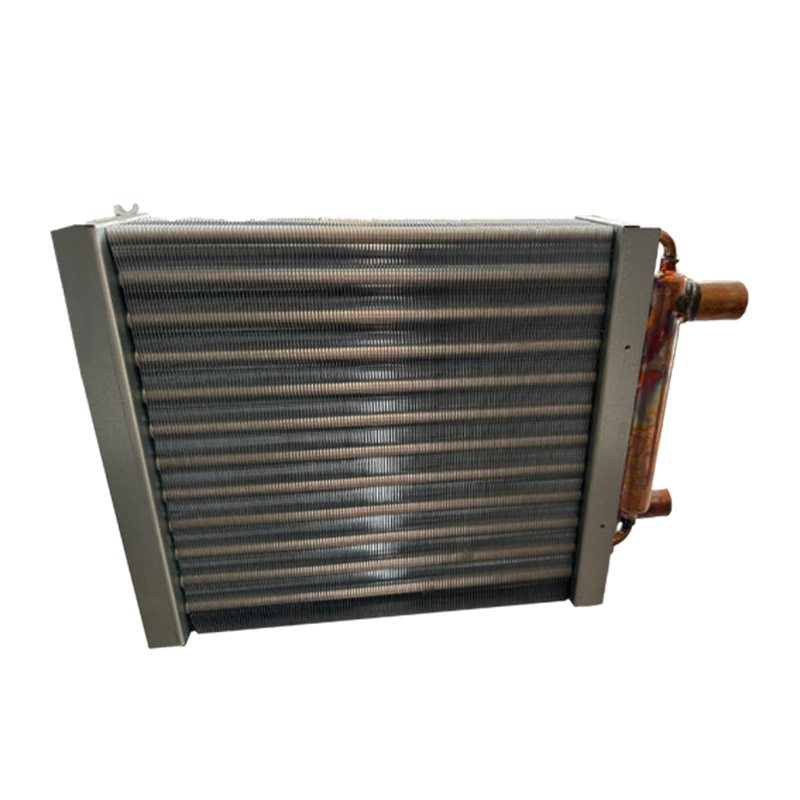
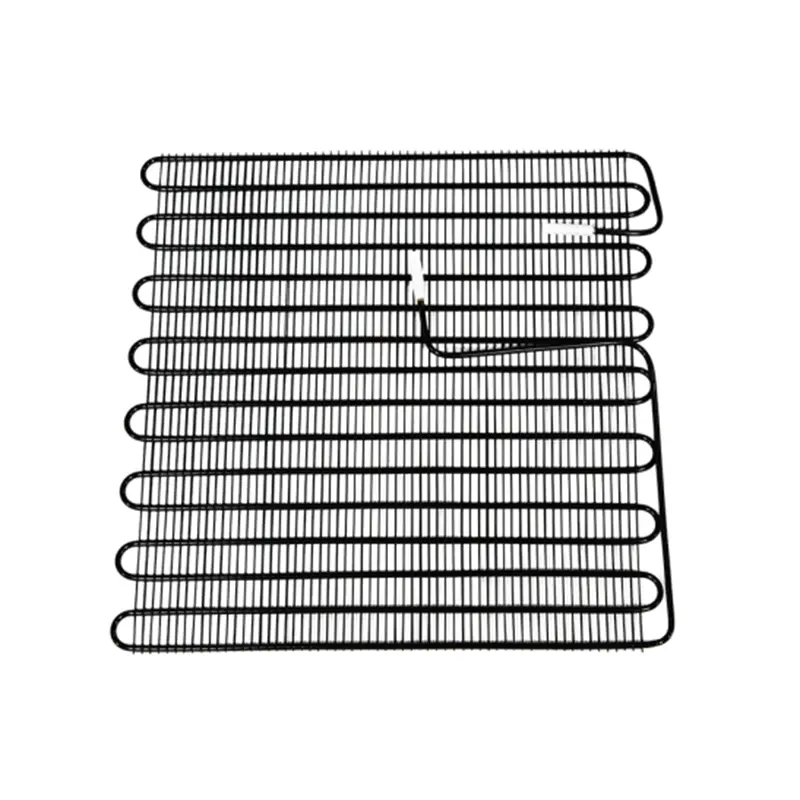
When considering the optimal solution for heat exchange systems, the steam condensate heat exchanger from Ningbo Senjun New Materials Co., Ltd. surpasses the competition in numerous ways. Established in 2010, our company has dedicated itself to the research, development, and production of advanced wire tube condensers and copper aluminum fin heat exchangers tailored for a variety of applications, including refrigerators, freezers, drinking fountains, and display cabinets. Our commitment to quality and innovation ensures that our products consistently meet the highest industry standards. One key reason to choose our steam condensate heat exchanger is its unparalleled efficiency. Our products are designed to maximize heat transfer while minimizing energy consumption, which can lead to significant cost savings over time. By utilizing high-quality materials and cutting-edge technology, our heat exchangers not only improve system performance but also extend the lifespan of your equipment. Additionally, our team of experts is dedicated to providing tailored solutions that meet the unique needs of global buyers, ensuring you receive the most effective and reliable products available on the market. Furthermore, our robust customer support and after-sales service set us apart from competitors. We believe in building long-term relationships with our clients, offering guidance and assistance throughout the procurement process and beyond. With a wealth of experience and a proven track record in the industry, Ningbo Senjun New Materials Co., Ltd. is your trusted partner for high-performance steam condensate heat exchangers that drive efficiency and productivity in your operations.
Reasons to Choose Steam Condensate Heat Exchanger Outperforms the Competition Service
| Features | Steam Condensate Heat Exchanger | Competitor A | Competitor B |
|---|---|---|---|
| Efficiency (%) | 92 | 88 | 85 |
| Heat Recovery Rate (%) | 90 | 85 | 80 |
| Material Quality | Stainless Steel | Carbon Steel | Alloy Steel |
| Average Lifespan (Years) | 15 | 10 | 12 |
| Maintenance Frequency (Months) | 12 | 6 | 9 |
| Cost of Ownership (5 years, $) | 50,000 | 60,000 | 55,000 |




How To Decide Between Steam Condensate Heat Exchanger Your Trusted OEM Partner Guarantees Peak Performance





J
Jessica Patel
The quality of the item is remarkable! Plus, the customer service was so professional and helpful throughout the entire process.
05 July 2025
Z
Zoe Rivera
I love the quality! The support team was really friendly and addressed all my questions effectively.
05 June 2025
M
Mia Howard
Unbelievable quality! The customer service team went the extra mile to ensure my satisfaction.
24 May 2025
S
Sebastian Jenkins
Excellent product! The customer support staff were highly professional and very helpful.
09 June 2025
E
Ella Hernandez
Absolutely wonderful quality! The support team was approachable and very helpful throughout.
08 June 2025
S
Sophie Harris
I truly appreciate the quality of this product. The customer service team is always ready to assist.
15 May 2025