








Wholesale Industrial Refrigeration Solutions for Factories & Manufacturers
Ningbo Senjun New Materials Co., Ltd. specializes in advanced industrial refrigeration solutions designed to meet the demands of various sectors. With a commitment to innovation and quality, our products enhance energy efficiency and operational performance. The range includes specialized refrigerants, insulation materials, and advanced Cooling Systems tailored for industrial applications, Our state-of-the-art solutions are not only environmentally friendly but also comply with global standards for safety and efficiency. Whether your needs involve food preservation, industrial manufacturing, or chemical processing, Senjun’s offerings deliver reliable performance and durability, Backed by a team of experts, we ensure that each product is rigorously tested to provide optimal results in even the most challenging environments. Trust in our expertise to keep your operations running smoothly while minimizing energy consumption and environmental impact. Choose Ningbo Senjun New Materials Co., Ltd. as your partner in industrial refrigeration excellence. Experience the difference of reliable and efficient cooling systems tailored to your business needs






China Top Industrial Refrigeration Application Manufacturers You Can Rely On
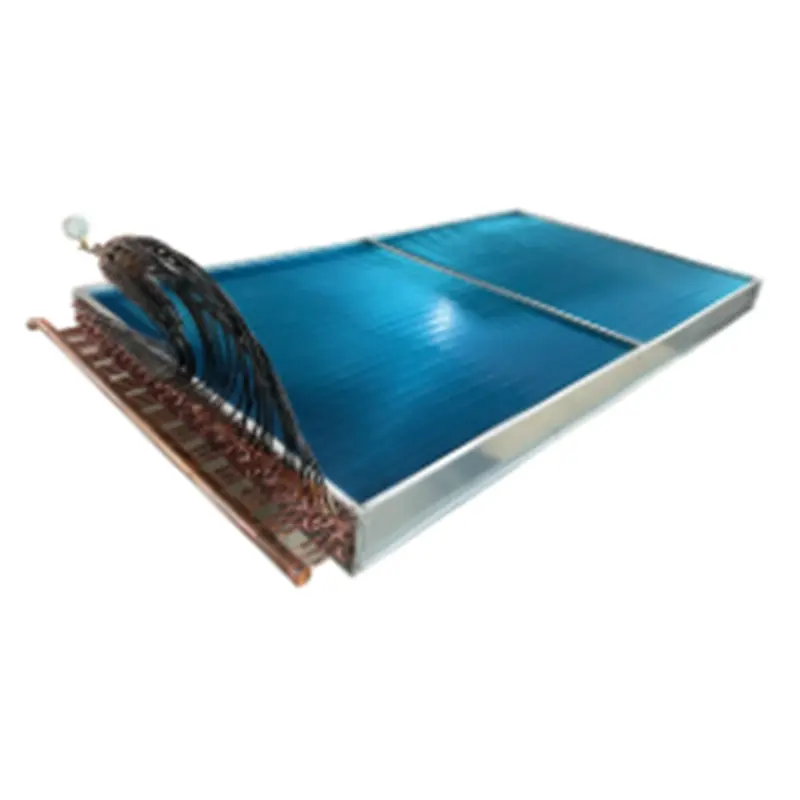
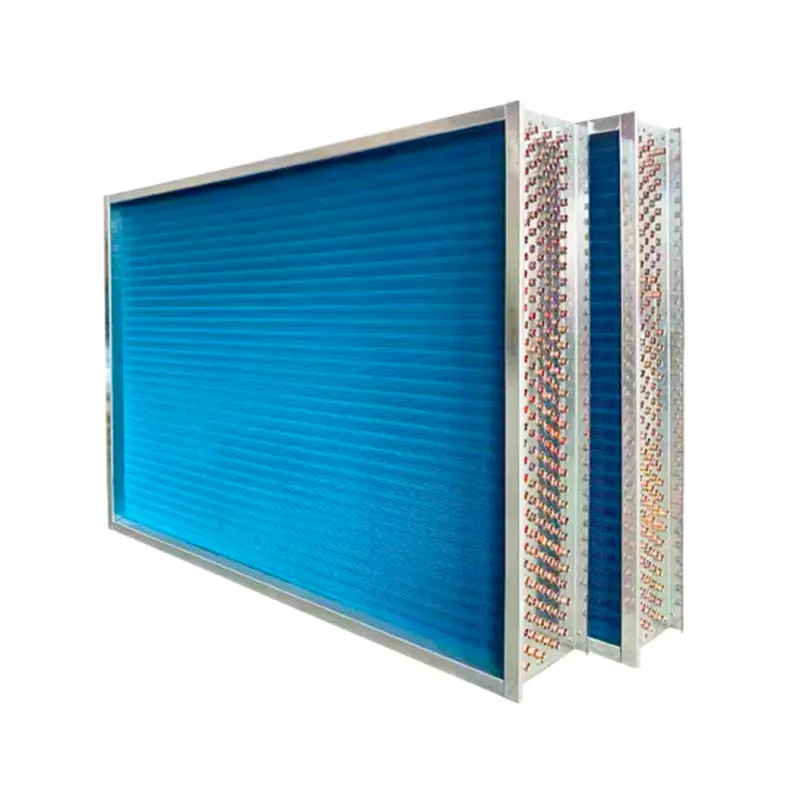
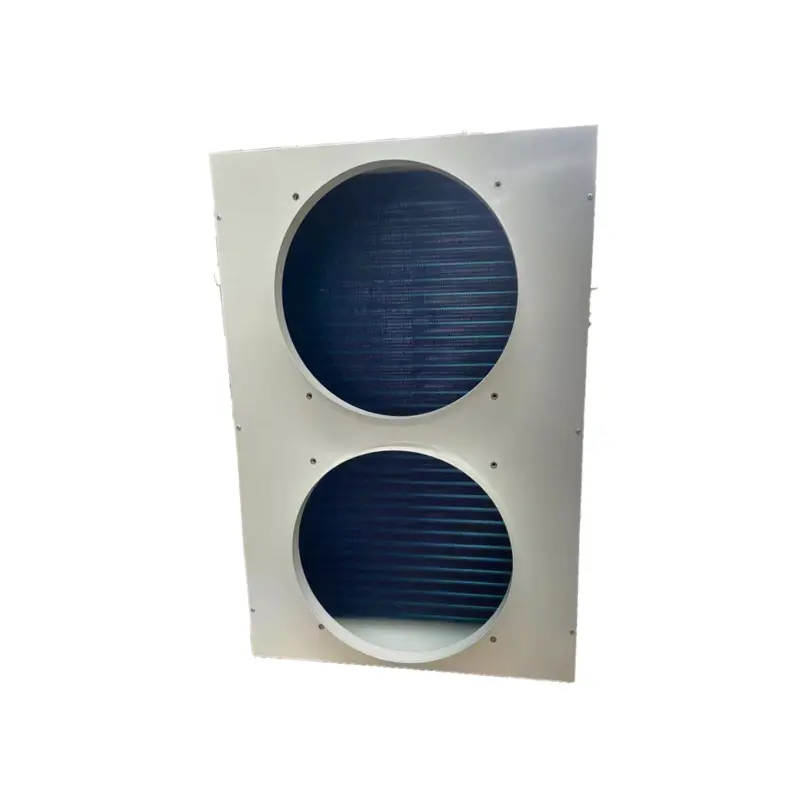
When it comes to finding reliable industrial refrigeration application manufacturers, Ningbo Senjun New Materials Co., Ltd. stands out as a premier choice. Established in 2010, this forward-thinking company specializes in the research, development, and production of advanced wire tube condensers and copper aluminum fin heat exchangers. These innovative components are essential for various applications including refrigerators, freezers, drinking fountains, and display cabinets, making Senjun a key player in the global refrigeration industry. At Ningbo Senjun, quality and performance are at the forefront of their mission. With a robust commitment to research and development, the company continuously enhances its product offerings to meet the ever-evolving needs of global buyers. Their wire tube condensers and heat exchangers are meticulously designed to provide optimal thermal efficiency, ensuring that your refrigeration systems operate at peak performance. This is critical for businesses looking to reduce energy costs while maximizing the lifespan of their equipment. Moreover, partnering with Ningbo Senjun means gaining access to a reliable supply chain. Their extensive experience in the industry has equipped them with the knowledge and skills to provide exceptional customer support, timely delivery, and competitive pricing. As global procurement specialists seek trustworthy manufacturers, Senjun's proven track record and dedication to excellence make them an ideal partner in the industrial refrigeration sector.
China Top Industrial Refrigeration Application Manufacturers You Can Rely On
| Manufacturer Type | Annual Revenue (Million USD) | Employee Count | Established Year | Certifications |
|---|---|---|---|---|
| Chillers | 150 | 500 | 2005 | ISO 9001, CE |
| Refrigeration Units | 200 | 700 | 2010 | ISO 14001, ASHRAE |
| Heat Exchangers | 180 | 600 | 2008 | ISO 9001, UL |
| Refrigerant Compressors | 130 | 400 | 2012 | ISO 50001, AHRI |
| Control Systems | 160 | 550 | 2015 | ISO 9001, CE |



Step-by-Step Guide Industrial Refrigeration Service From Concept to Delivery







T
Thomas Brown
I can’t praise this product enough! The quality is remarkable, and the after-sales service has been incredibly supportive.
12 June 2025
E
Ella Simmons
Incredible durability and quality! The customer service representatives were professional and efficient.
04 July 2025
M
Mia Foster
Outstanding quality! The customer service representatives were extremely professional and attentive.
06 July 2025
A
Alexander Johnson
I’m thoroughly impressed with this product! The quality is exceptional, and the support team was top-notch.
06 June 2025
B
Brian James
The craftsmanship is remarkable! The after-sales service was quick and thorough.
28 May 2025
N
Noah Nelson
Incredible quality! The customer service team was eager to assist and very professional.
06 July 2025