








Wholesale Heat Exchangers for Heat Pump Factories - Top Suppliers
In the fast-paced world of manufacturing, efficiency and reliability are crucial. That's why we offer high-quality Heat Exchangers, specifically designed for heat pump factories. Our products are perfect for wholesale distributors, suppliers, and factory owners looking for durable solutions that enhance system performance, I’ve seen how our heat exchangers can significantly improve energy efficiency and reduce operational costs. They are built to withstand harsh conditions, making them a trusted choice for any production line, Choosing the right supplier is key, and with Ningbo Senjun New Materials Co., Ltd., you can expect exceptional service and support. Don’t settle for mediocre products when you can partner with a reliable source that understands your needs. Let’s work together to optimize your heat pump systems and elevate your production capabilities. Contact us today to learn more about our competitive prices and bulk purchase options!



Best Way To Choose Heat Exchanger In Heat Pump Factories Delivers Unmatched Quality Trusted by Pros
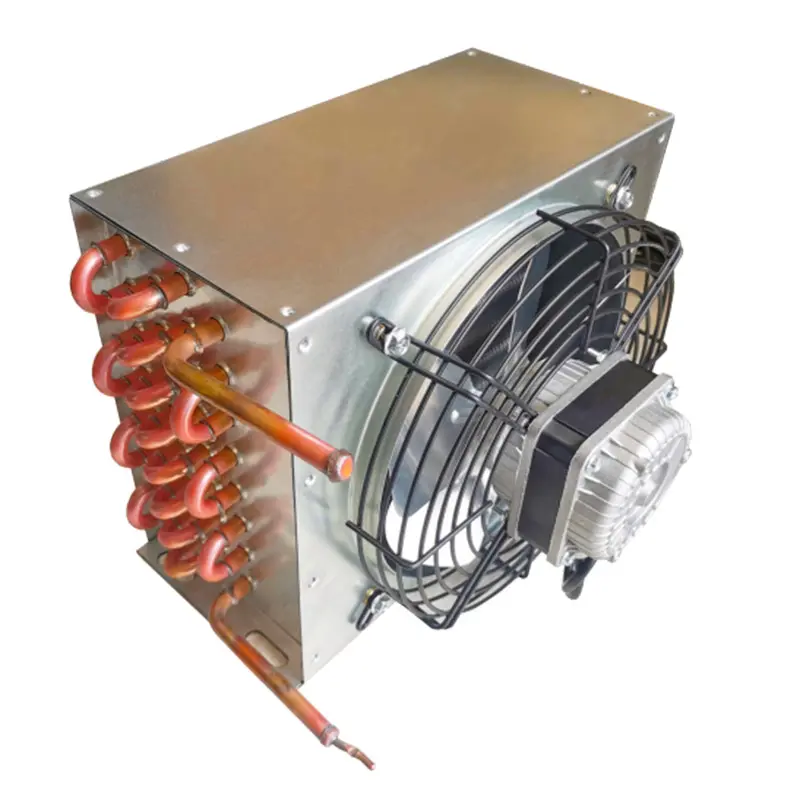
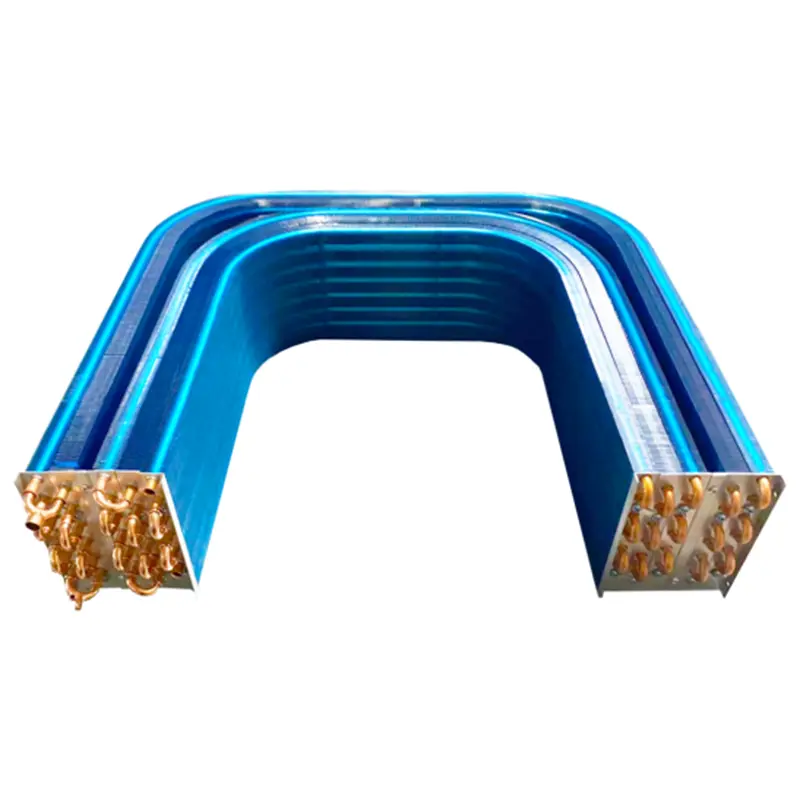
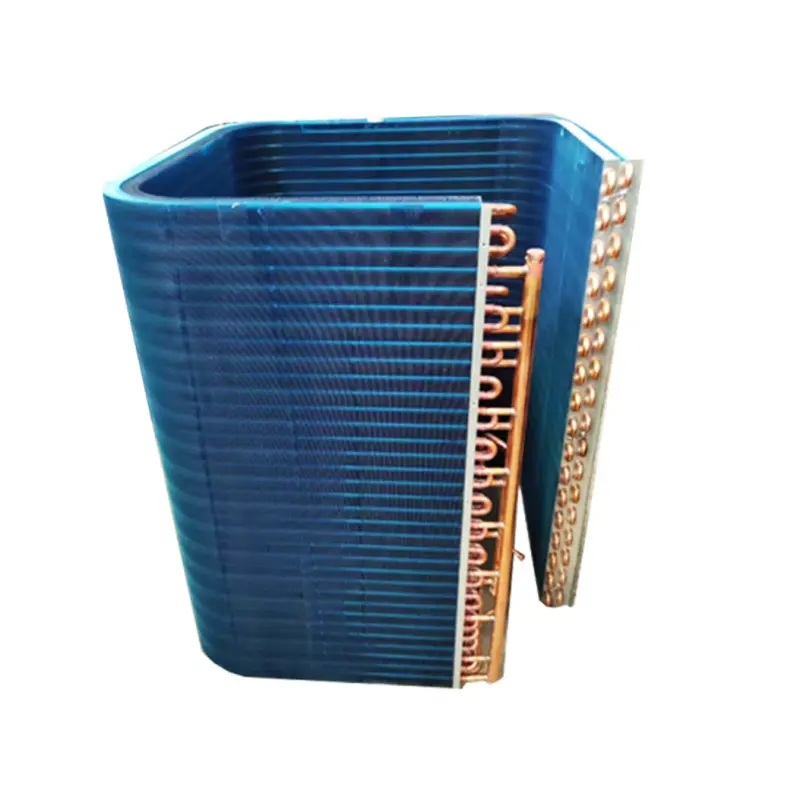
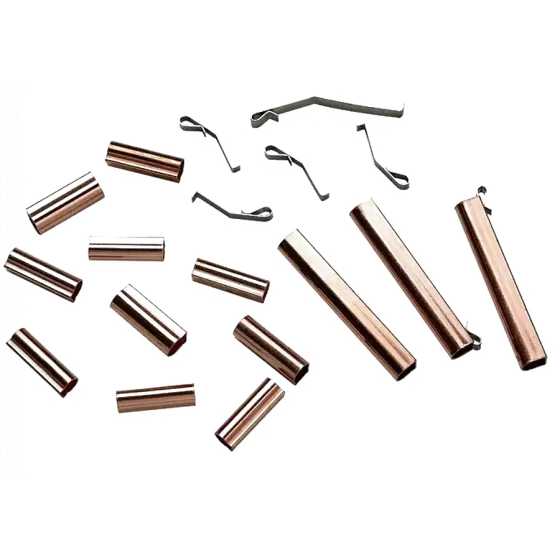
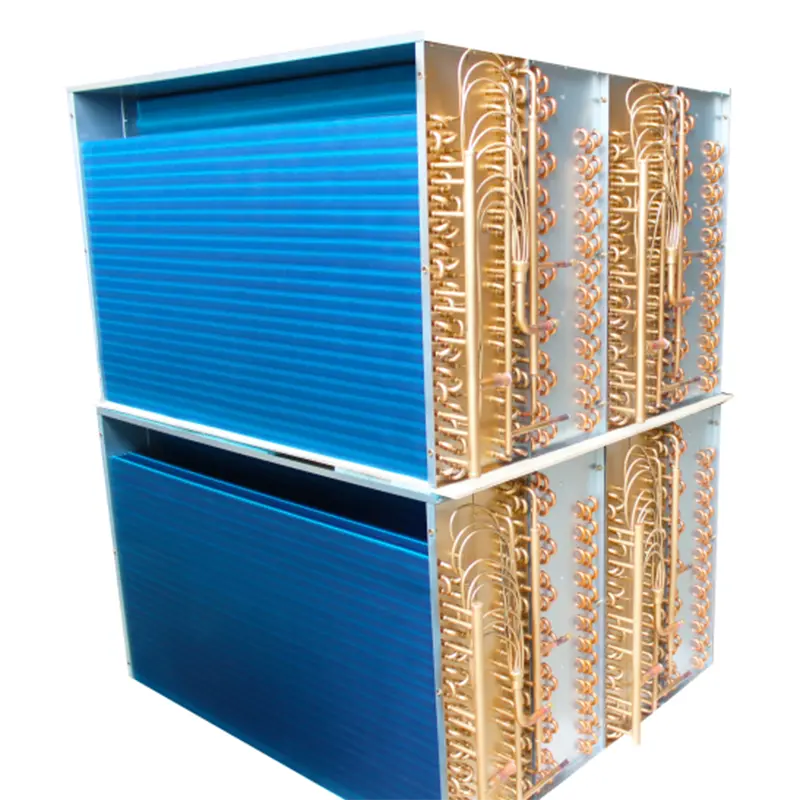
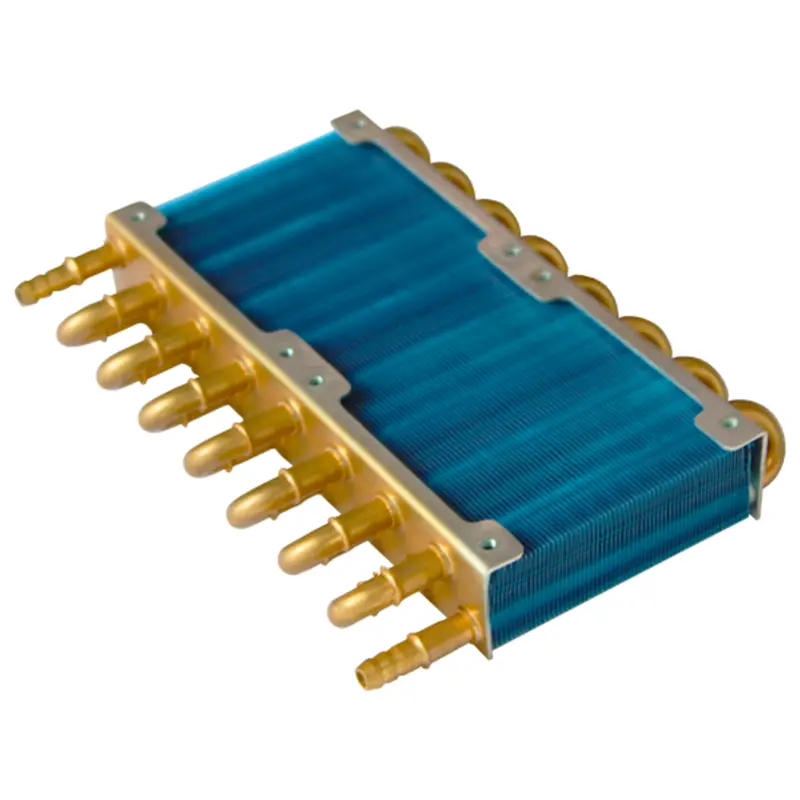
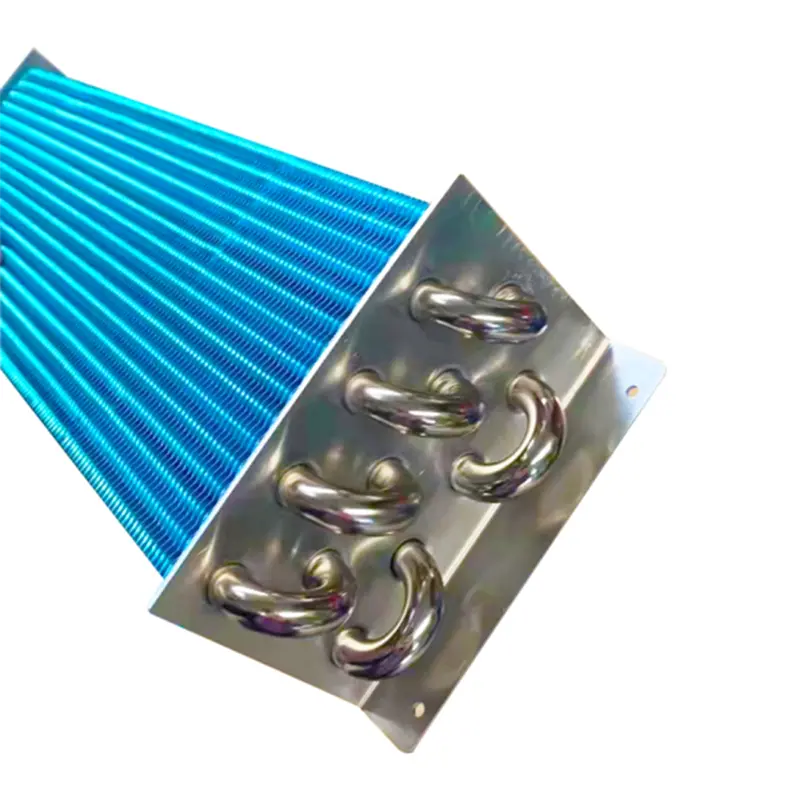
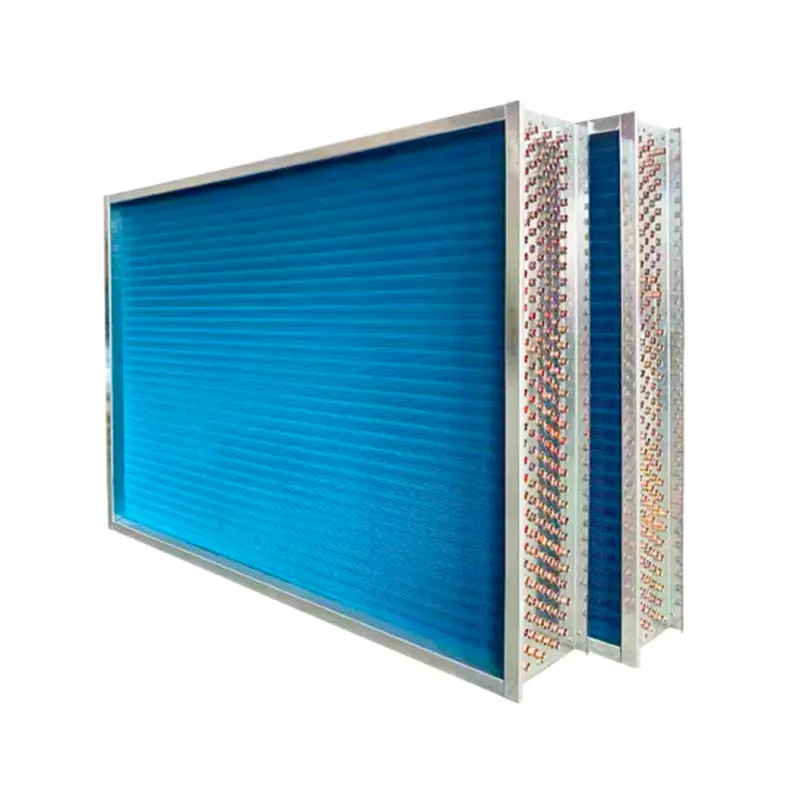
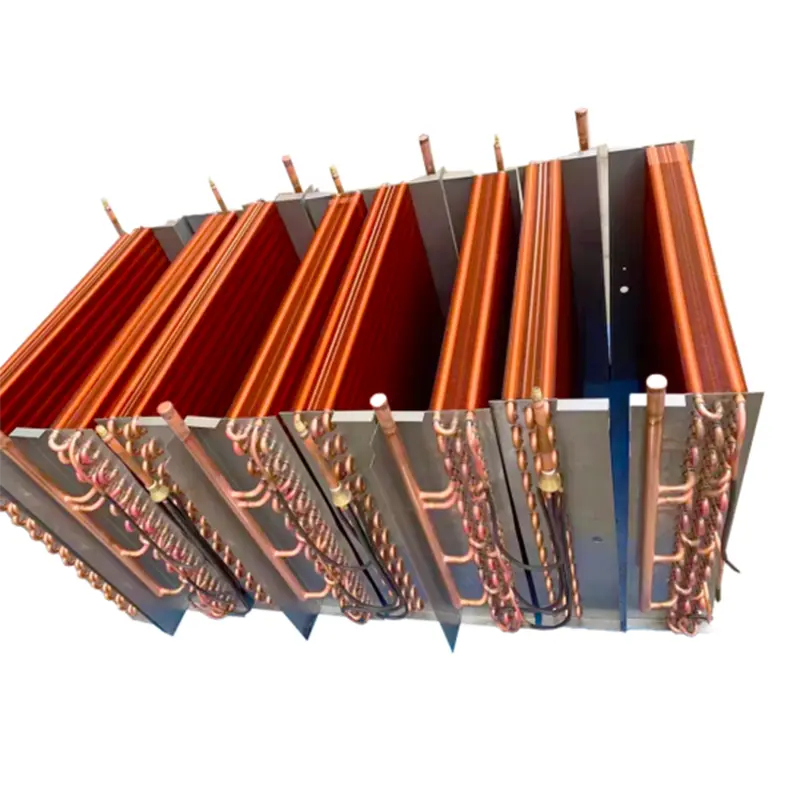
When it comes to selecting a heat exchanger for heat pump factories, the decision can significantly impact both performance and efficiency. At Ningbo Senjun New Materials Co., Ltd., we understand the importance of reliable, high-quality components in the HVAC industry. Established in 2010, our specialization in wire tube condensers and copper aluminum fin heat exchangers positions us as a trusted partner for professionals seeking unparalleled performance in refrigeration solutions, including refrigerators, freezers, drinking fountains, and display cabinets. Choosing the right heat exchanger involves understanding the specific requirements of your application. Factors such as the type of fluid being used, desired thermal efficiency, and installation space should be meticulously considered. Our heat exchangers are designed to deliver optimal heat transfer efficiency while maintaining durability and cost-effectiveness, ensuring that your systems perform reliably over time. By leveraging cutting-edge technology and rigorous quality control processes, we ensure that our products meet the highest industry standards, making them the go-to choice for global buyers in the heat pump and refrigeration sectors. In addition, our commitment to customer satisfaction means we offer tailored solutions to meet diverse operational needs. By collaborating closely with our clients, we provide expert guidance and support throughout the selection process. Choosing Ningbo Senjun New Materials Co., Ltd. not only guarantees unmatched quality but also fosters lasting partnerships built on trust and excellence in service. When selecting your heat exchanger, partner with us to elevate your production capabilities and ensure the efficiency of your heat pump systems.
Best Way To Choose Heat Exchanger In Heat Pump Factories Delivers Unmatched Quality Trusted by Pros
| Heat Exchanger Type | Material | Efficiency Rating | Max Temp (°C) | Applications |
|---|---|---|---|---|
| Plate Heat Exchanger | Stainless Steel | 95% | 150 | HVAC, Refrigeration |
| Fin Tube Heat Exchanger | Copper | 90% | 120 | Industrial Heating |
| Shell and Tube Heat Exchanger | Carbon Steel | 85% | 200 | Petroleum, Chemical Processing |
| Air-Cooled Heat Exchanger | Aluminum | 88% | 100 | Power Plants, HVAC |
| Double-Pipe Heat Exchanger | PVC | 80% | 80 | Aquaculture, Chemical Processing |


why choose Heat Exchanger In Heat Pump Factories Outperforms the Competition Winning in 2025



I
Isabella White
This product is worth every penny! The quality is impressive, and the customer service team provided excellent support.
17 May 2025
L
Lucas Hall
This product is fantastic! Their support team is responsive and genuinely cares about customer satisfaction.
13 June 2025
E
Emma Watson
Overall, a great experience! The quality is impressive, and the customer service was very accommodating.
31 May 2025
L
Lucas Robinson
Impressive quality! Their customer service team is well-trained and very responsive.
09 May 2025
I
Isabella Edwards
This item is of superior quality! The customer support team was prompt and incredibly helpful.
03 June 2025
J
Joshua Campbell
Fantastic craftsmanship! The after-sales service was prompt and the staff was very competent.
08 May 2025