








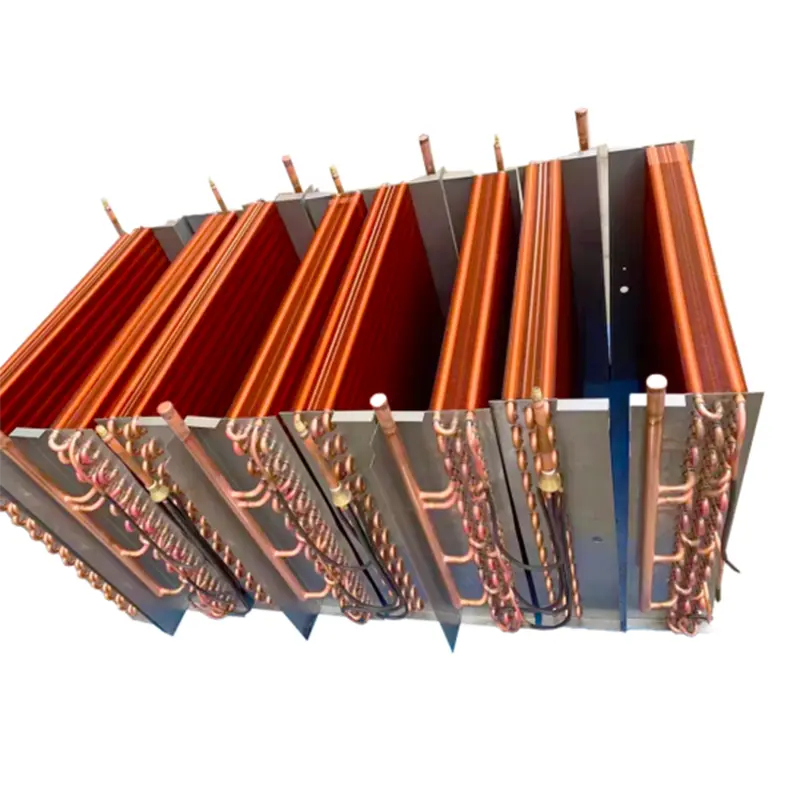
Double Tube Heat Exchanger: Top China Factories & Suppliers for Quality
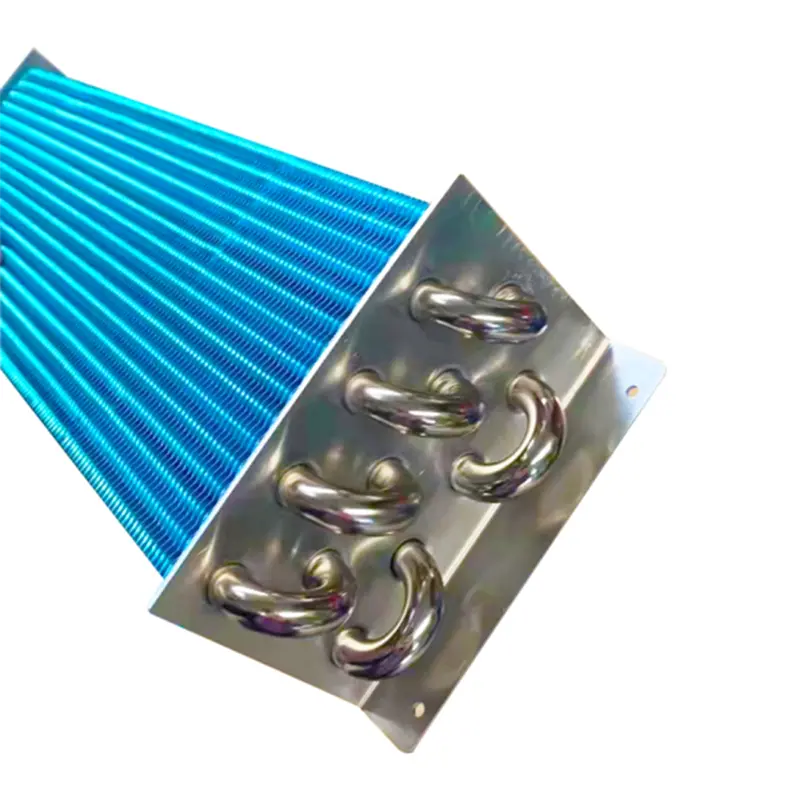
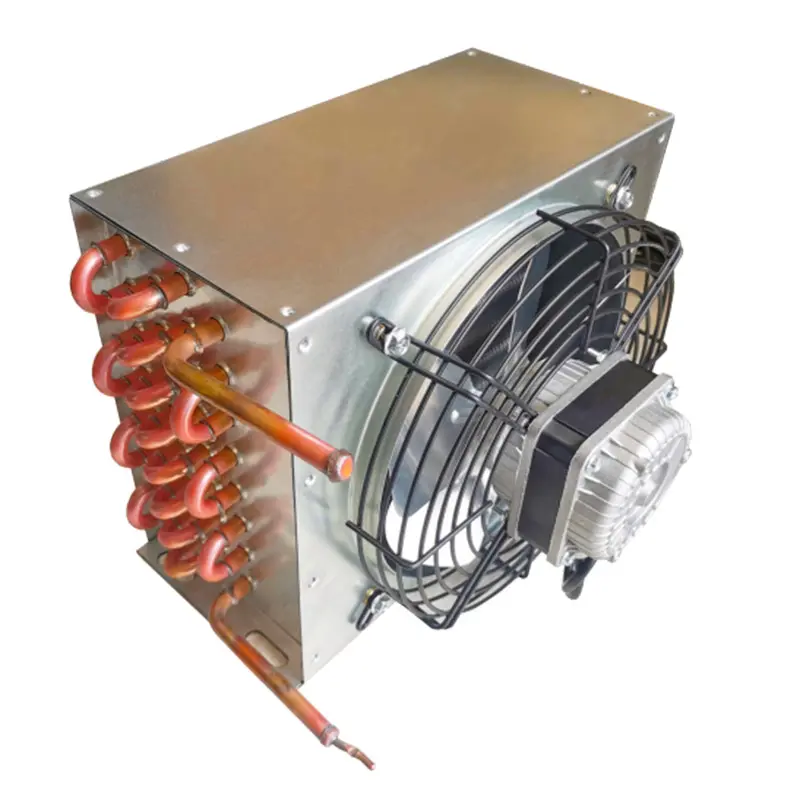
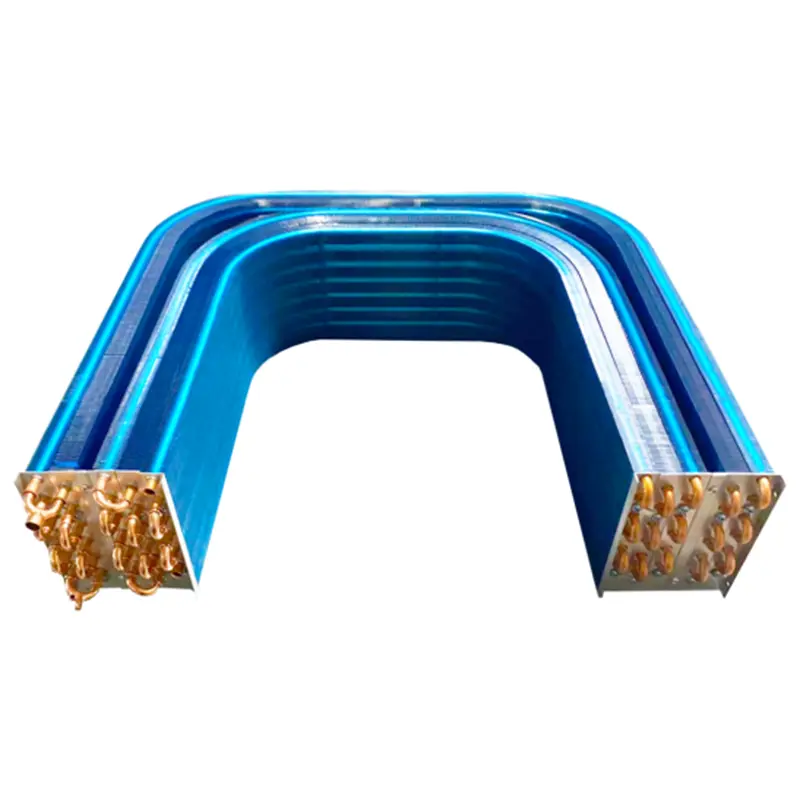
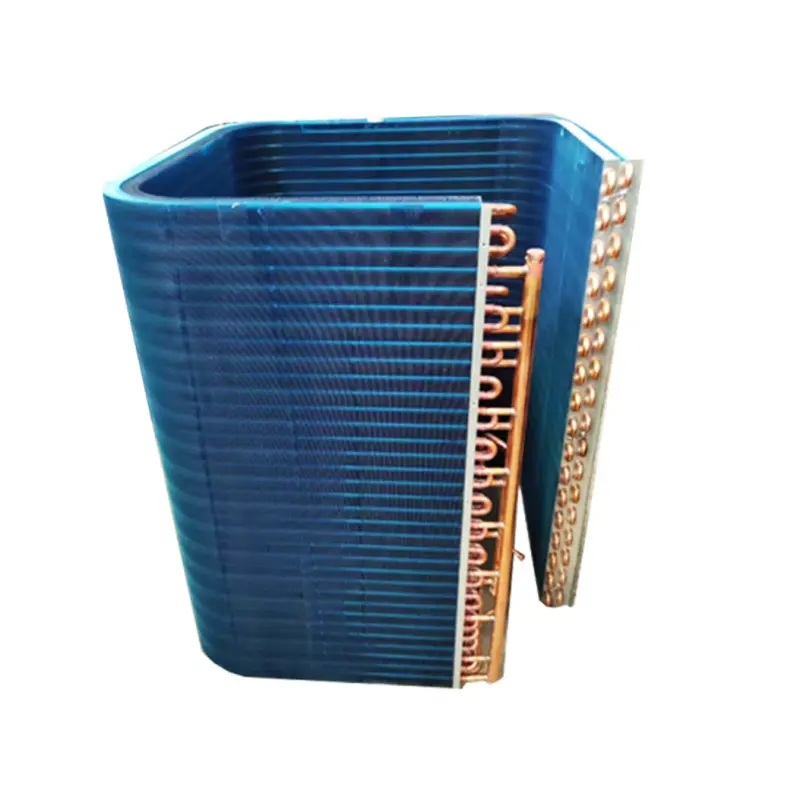
The Double Tube Heat Exchanger by Ningbo Senjun New Materials Co., Ltd. is engineered for superior thermal performance in various industrial applications. This innovative design features two concentric tubes, allowing for efficient Heat Transfer between fluids, while minimizing the risk of cross-contamination. Ideal for processes that require precise temperature control, this heat exchanger is widely used in HVAC systems, chemical processing, and food production, Constructed from high-quality materials, the Double Tube Heat Exchanger is durable and resistant to corrosion, ensuring a long service life even in demanding environments. Its compact design facilitates easy installation and maintenance, making it an excellent choice for operators seeking reliability without sacrificing space, With a commitment to excellence, Ningbo Senjun New Materials Co., Ltd. provides customizable solutions to meet specific operational needs, ensuring that each product is tailored to optimize performance. Experience elevated efficiency and enhanced durability with the Double Tube Heat Exchanger, a key component in your thermal management system


Why Professionals Prefer Double Tube Heat Exchanger Market Leader Supplier
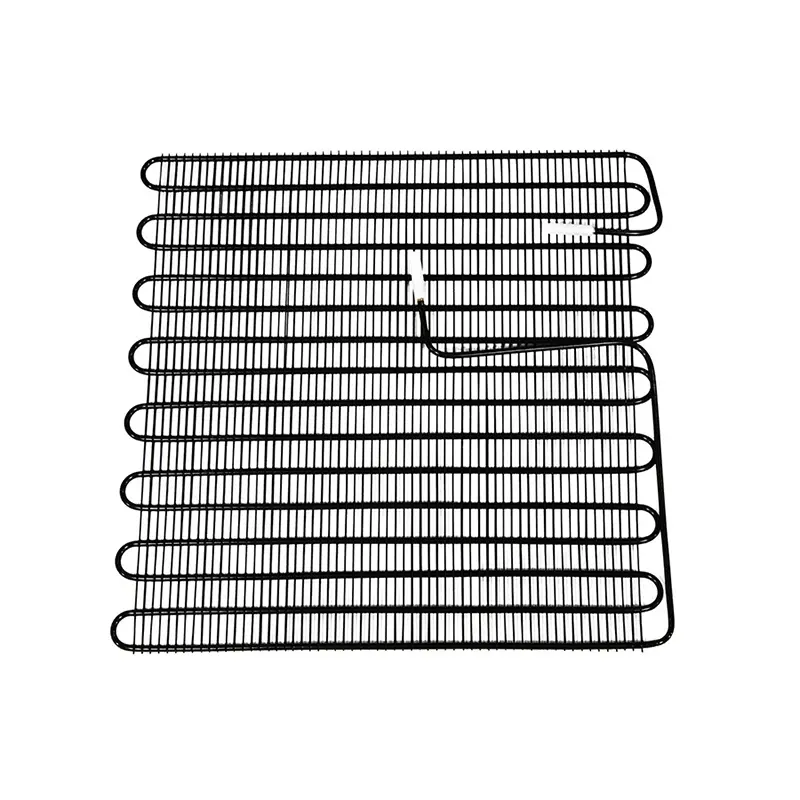
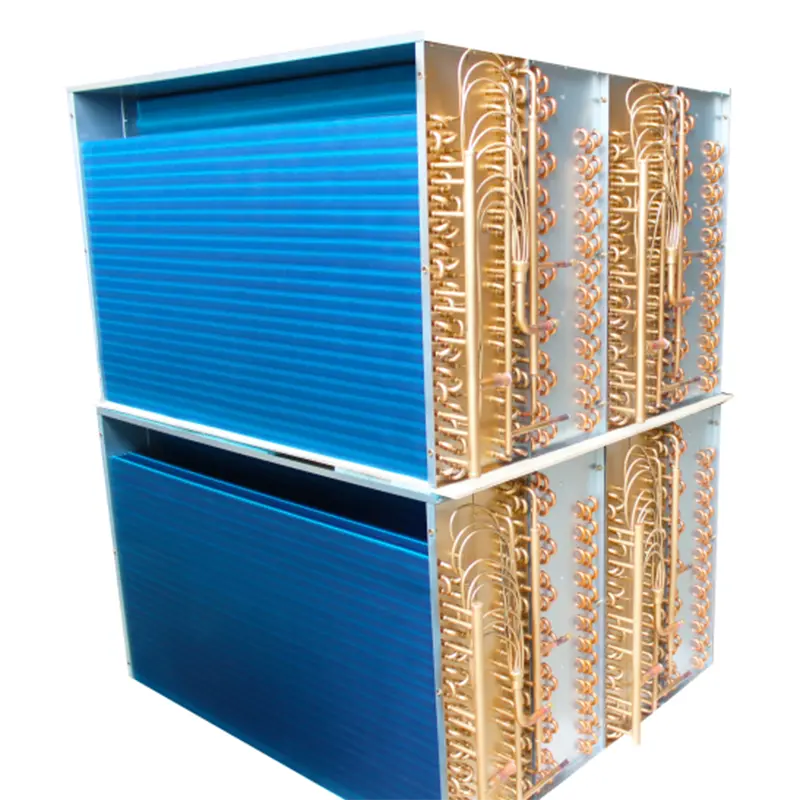
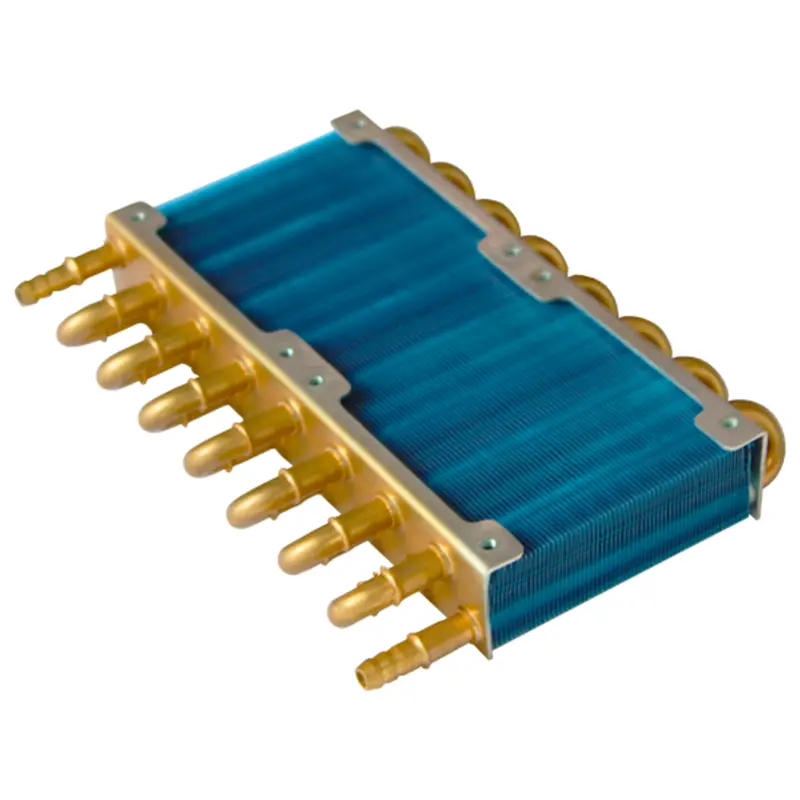
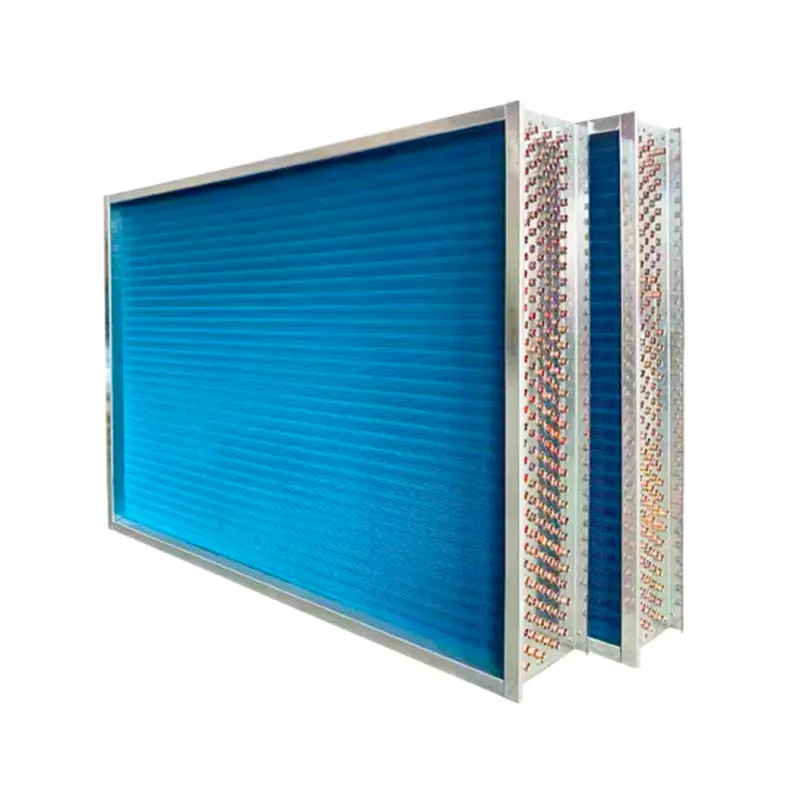
When it comes to selecting a reliable supplier for double tube heat exchangers, professionals in various industries consistently turn to market leaders like Ningbo Senjun New Materials Co., Ltd. Established in 2010, our company has positioned itself at the forefront of innovation and quality in the heat exchanger sector, specializing in the design and production of cutting-edge wire tube condensers and copper aluminum fin heat exchangers. Our versatile products cater to essential applications across refrigerators, freezers, drinking fountains, and display cabinets, making us a preferred partner for global buyers. One of the key reasons professionals favor our offerings is our unwavering commitment to research and development. We consistently invest in the latest technologies and materials, ensuring that our products not only meet but exceed industry standards. This dedication translates into exceptional efficiency and reliability, which are critical parameters for businesses operating in competitive markets. Furthermore, our focus on sustainability means that clients can trust our heat exchangers to not only perform well but to also contribute positively to their environmental goals. In a global marketplace where quality and trust are paramount, Ningbo Senjun stands out as a supplier that delivers more than just products. Our exceptional customer service, timely deliveries, and customized solutions are designed to meet the unique needs of our clients. By choosing us as a partner in your heat exchanger needs, you’re not just purchasing components; you’re investing in a relationship grounded in excellence and innovation. As the demand for high-performance heat exchangers continues to rise, turning to industry leaders like Ningbo Senjun ensures that your business remains ahead of the curve.
Why Professionals Prefer Double Tube Heat Exchanger Market Leader Supplier
| Dimension | Value | Importance |
|---|---|---|
| Heat Transfer Efficiency | 90% | High |
| Material Quality | Stainless Steel | Very High |
| Maintenance Frequency | Once a year | Moderate |
| Operating Temperature | -50 to 250 °C | High |
| Energy Consumption | 15 kWh/t | Low |
| Average Lifespan | 15 years | High |



How To Decide Between Double Tube Heat Exchanger Application Pioneers in the Field




E
Emma Allen
I love the quality of this product. The customer service representatives were also extremely helpful and proactive!
10 May 2025
O
Olivia White
Very high quality. The support team was quick to assist and very knowledgeable.
26 May 2025
J
James Adams
A product that truly stands out! Quality is superb and the customer service team is highly professional.
04 July 2025
G
Grayson Lee
I couldn’t be more thrilled! The quality is remarkable, and the customer service was very prompt.
25 June 2025
B
Brian James
The craftsmanship is remarkable! The after-sales service was quick and thorough.
28 May 2025
O
Olivia Moore
Very pleased with my purchase! The product quality is great, and the customer service was exemplary.
09 June 2025