








Wholesale Commercial Refrigeration Units from Trusted Factories & Suppliers
When it comes to sourcing high-quality commercial refrigeration units, I understand the importance of finding a reliable partner. At Ningbo Senjun New Materials Co., Ltd., we specialize in manufacturing and supplying a diverse range of refrigeration solutions tailored for various industries. Our products are crafted using the latest technology, ensuring durability and efficiency, Whether you're a wholesaler or a retailer, our units meet stringent quality standards, making them ideal for factories, restaurants, and supermarkets. I take pride in our commitment to customer satisfaction, offering customized solutions to fit your specific needs, With a strong focus on competitive pricing and prompt delivery, we're dedicated to providing the best value for your investment. Let's work together to elevate your business with our cutting-edge refrigeration units. Get in touch today to explore how we can support your operations!






Practical Strategies for Commercial Refrigeration Units Factories Outperforms the Competition Ahead of the Curve
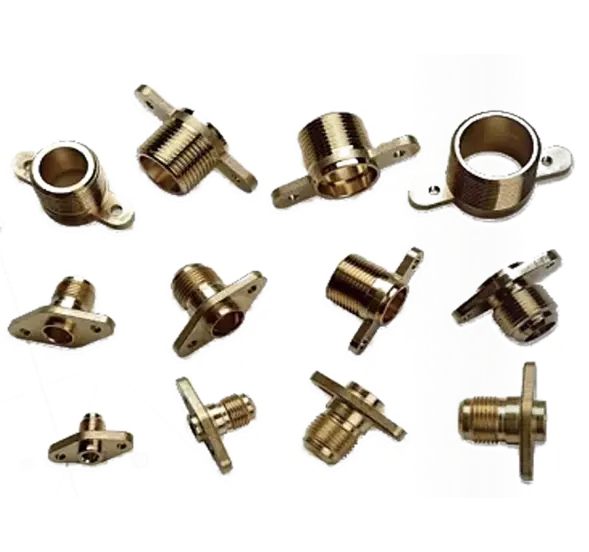
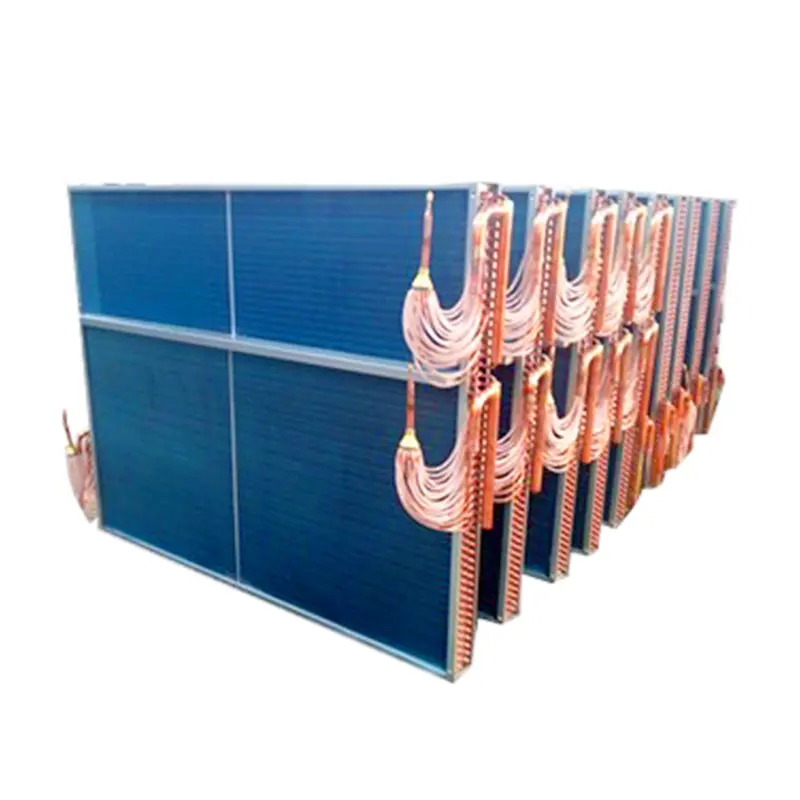
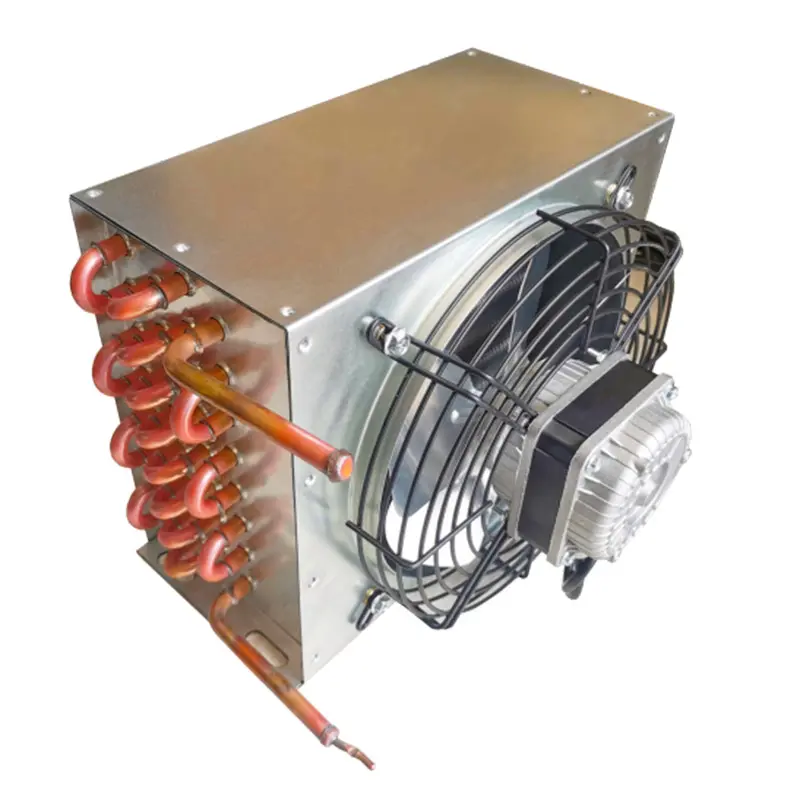
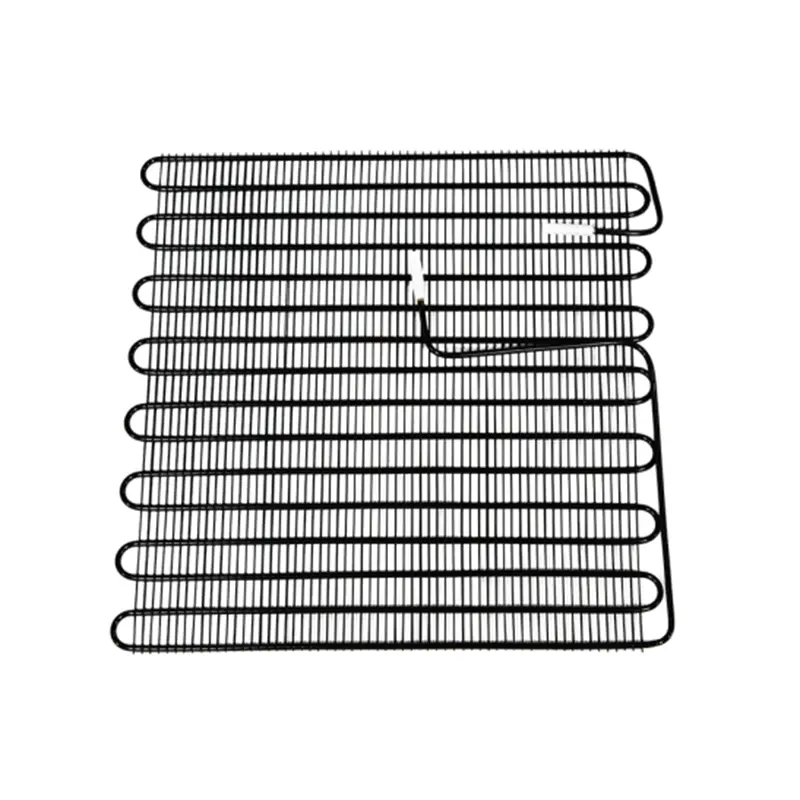
In today's competitive landscape, the need for efficient and innovative commercial refrigeration solutions has never been greater. At Ningbo Senjun New Materials Co., Ltd., we recognize the unique challenges faced by factories and distributors in the refrigeration industry. Since our establishment in 2010, we have focused our efforts on developing high-quality wire tube condensers and copper aluminum fin heat exchangers tailored for a range of applications, including refrigerators, freezers, drinking fountains, and display cabinets. Our commitment to research and development allows us to stay ahead of industry trends, delivering products that not only meet but exceed the expectations of global buyers. One of the practical strategies we employ involves leveraging cutting-edge technology in our production processes. By integrating advanced materials and optimizing design efficiency, we enhance the performance and reliability of our refrigeration units. Our products are engineered to provide superior thermal management, ensuring that your cold storage solutions operate efficiently and reduce energy consumption. This approach not only improves operational effectiveness but also positions our clients to outperform competitors in their respective markets. Furthermore, we understand the importance of customization in meeting diverse client needs. Our team of experts collaborates closely with customers to develop tailored solutions that address specific requirements, whether in terms of size, performance, or application. By fostering strong partnerships with our clients, we empower them to stay ahead of the curve, equipped with refrigeration products that adapt to evolving market demands. At Ningbo Senjun New Materials Co., Ltd., we are committed to driving innovation and excellence, ensuring that our partners thrive in a challenging business environment.
Practical Strategies for Commercial Refrigeration Units Factories Outperforms the Competition Ahead of the Curve
| Factory Location | Annual Output (Units) | Energy Efficiency Rating | Sustainability Practices | Lead Time (Days) | Customer Satisfaction Score |
|---|---|---|---|---|---|
| USA - California | 5000 | A++ | Recycled Materials | 30 | 92% |
| Germany - Bavaria | 6000 | A+ | Solar Panels | 25 | 90% |
| China - Guangdong | 8000 | A | Water Recycling | 35 | 88% |
| Japan - Tokyo | 4500 | A++ | Energy Star Certified | 20 | 95% |
| Canada - Ontario | 5500 | B+ | Waste-Free Program | 28 | 91% |





Practical Methods To Commercial Refrigeration Units Factories Factory-Direct Excellence Guarantees Peak Performance





S
Sophia Martinez
I’m thrilled with this product! The quality is outstanding, and the customer service really goes above and beyond.
27 June 2025
K
Kevin Walker
This product is fantastic! The quality is terrific, and the after-sales service was both prompt and professional.
16 June 2025
J
James Adams
A product that truly stands out! Quality is superb and the customer service team is highly professional.
04 July 2025
C
Chloe Cooper
Very high quality with exceptional support! The after-sales team truly cares about their customers.
08 June 2025
E
Ella Murphy
I’m very pleased! The product quality is outstanding and the after-sales support was excellent.
21 May 2025
C
Charlotte Mitchell
This product is wonderful! The quality is high, and the customer service team excelled in their support.
17 May 2025