








Wholesale China Air Cooled Condenser Condensate Tank Manufacturer & Supplier
At Ningbo Senjun New Materials Co., Ltd., we understand the unique needs of B2B purchasers, and our condensate tanks are engineered to provide efficient condensation management, ensuring smooth operations in your systems. With our commitment to quality and customer satisfaction, you can trust that our products will meet the rigorous standards of your industry. Let's partner together to boost your efficiency and reliability with our premium condensate tanks. Don’t miss out on the opportunity to enhance your operations with our trusted solutions!




Advantages Explained China Air Cooled Condenser Condensate Tank Stands Out Industry Giant
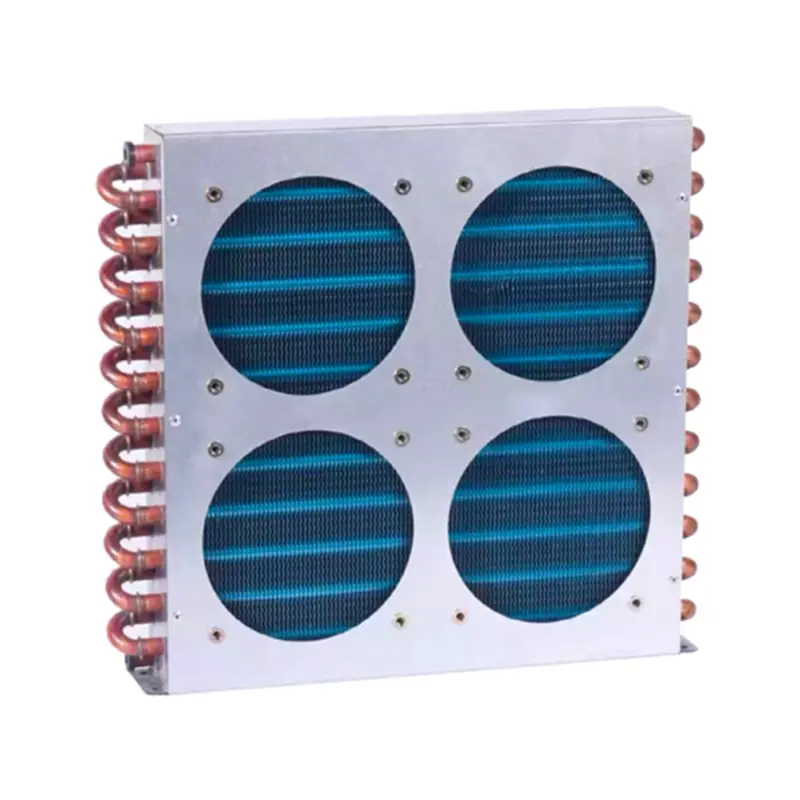
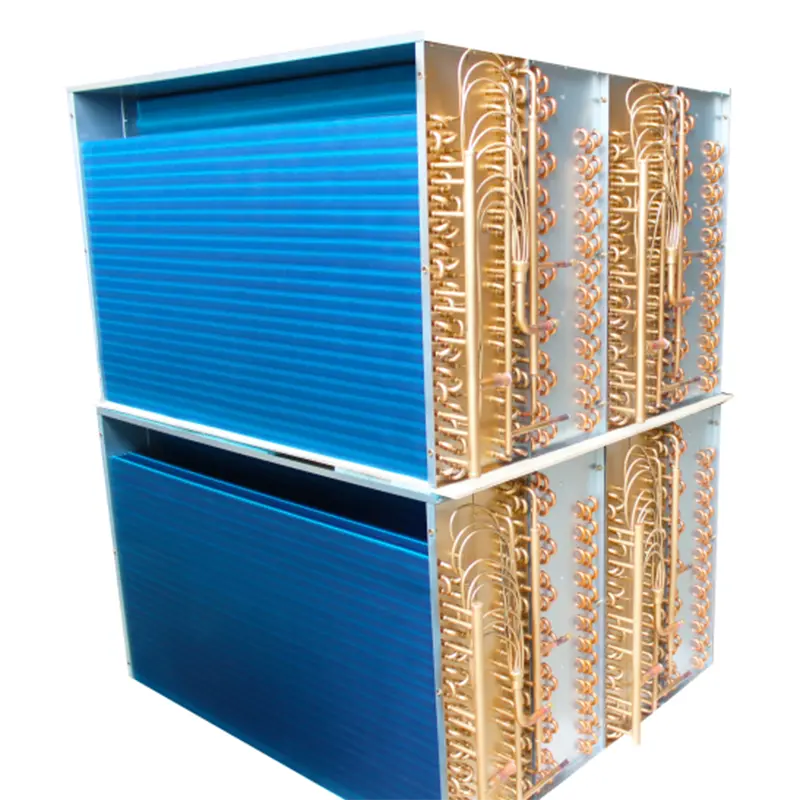
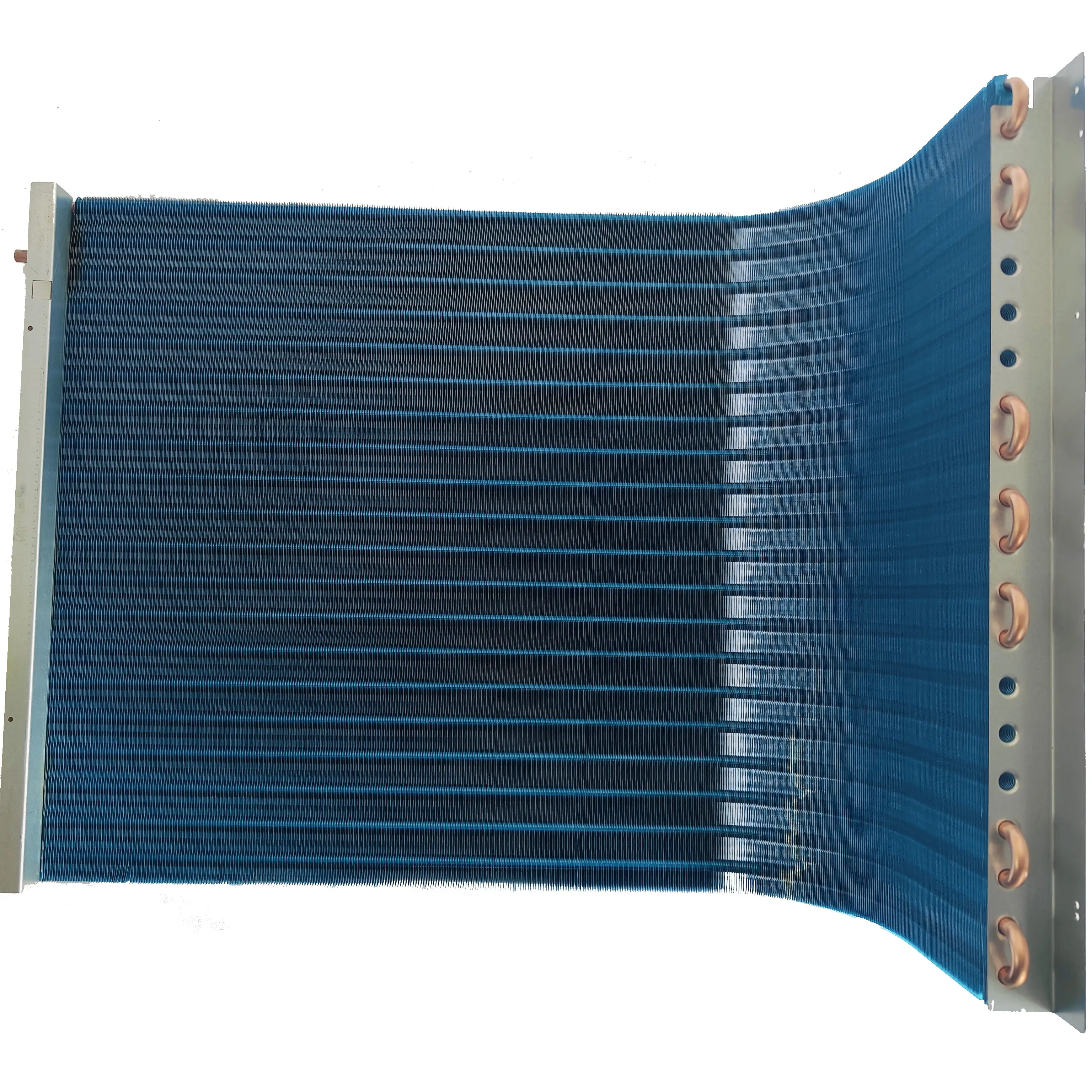
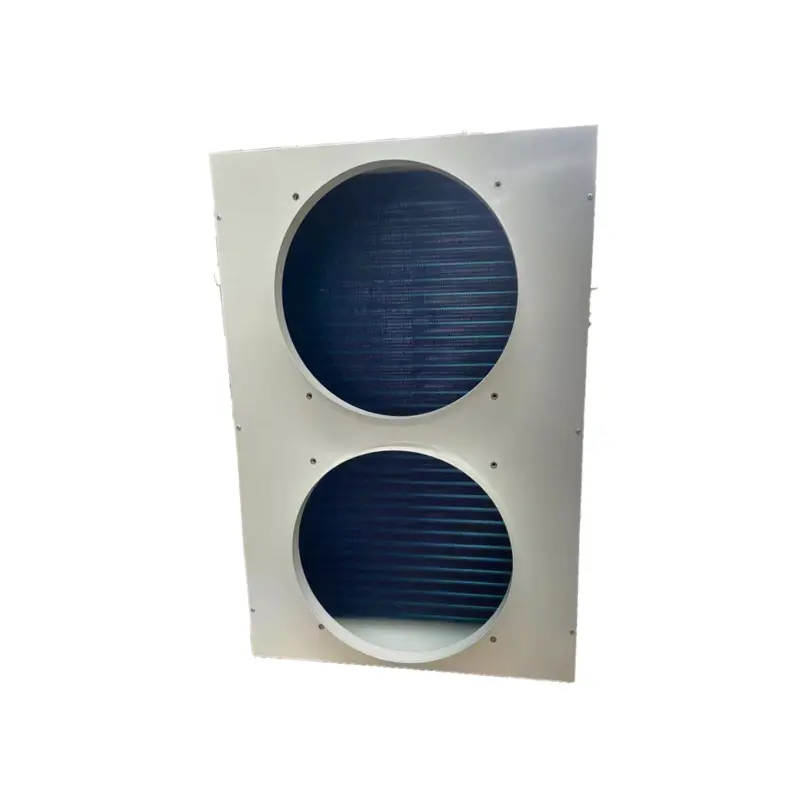
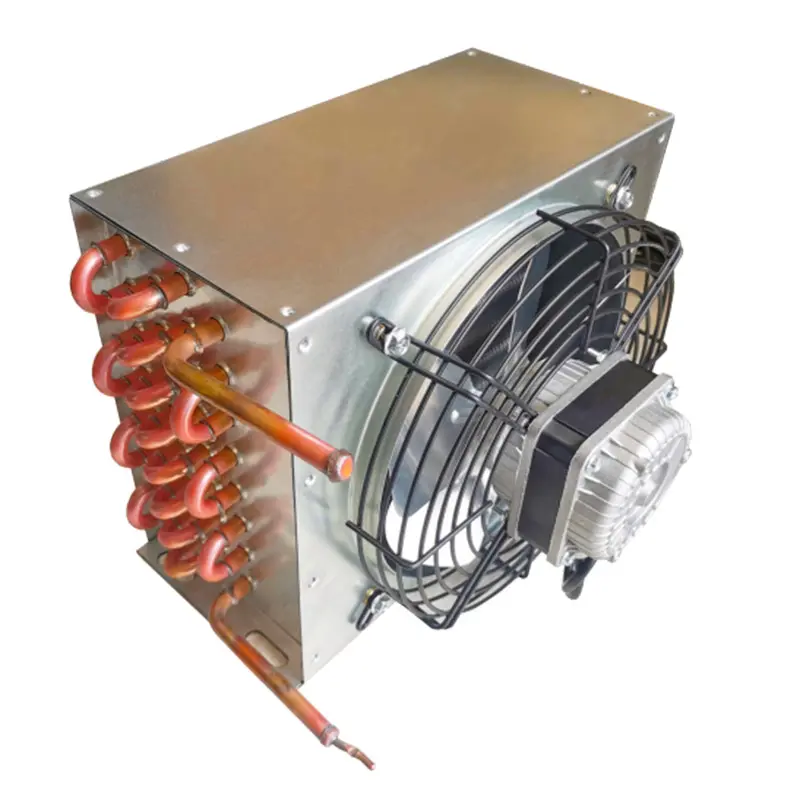
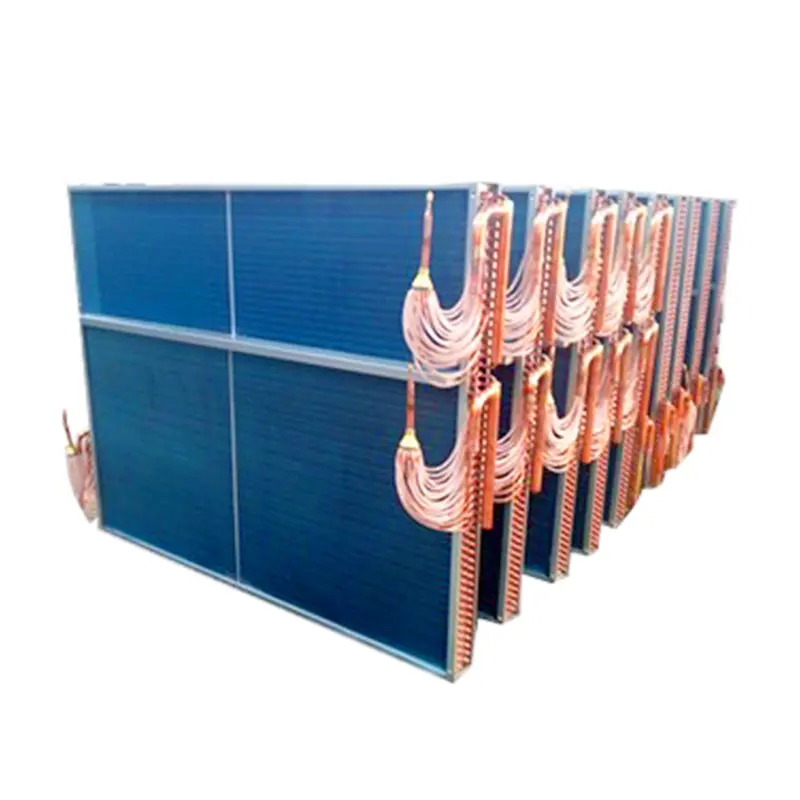
In the rapidly evolving HVAC industry, Ningbo Senjun New Materials Co., Ltd. has emerged as a prominent player since its inception in 2010. As a specialized manufacturer of wire tube condensers and copper-aluminum fin heat exchangers, our products are crucial components in various applications, including refrigerators, freezers, drinking fountains, and display cabinets. Among our innovative offerings, the China Air-Cooled Condenser Condensate Tank stands out for its unique advantages that capture the attention of global buyers. One of the key benefits of our condensate tank is its exceptional efficiency. Designed with advanced air-cooled technology, it minimizes energy consumption while maximizing cooling performance. This translates to lower operational costs for our customers, making it an ideal choice for businesses seeking sustainable solutions. Additionally, our condensate tank boasts a robust construction that ensures durability and reliability, even in the most demanding environments, allowing clients to reduce maintenance expenses over time. Furthermore, our commitment to research and development means that every product we offer is continuously optimized based on market feedback and technological advancements. With a dedicated team of experts focused on quality control, we guarantee that our air-cooled condenser condensate tanks meet international standards, providing peace of mind to procurement professionals worldwide. By choosing Ningbo Senjun New Materials, global buyers not only enhance their product offerings but also align with a trusted partner poised for future growth in the HVAC sector.
Advantages Explained China Air Cooled Condenser Condensate Tank Stands Out Industry Giant
| Feature | Description | Benefits | Application |
|---|---|---|---|
| Energy Efficiency | Utilizes air cooling technology | Reduces energy consumption | Power plants, industrial facilities |
| Durability | Constructed with high-quality materials | Long service life, less maintenance | Oil refineries, chemical plants |
| Compact Design | Space-saving structure | Easier installation and reduced footprint | Urban settings, limited spaces |
| Low Operating Costs | Minimal water and energy use | Reduced utility expenses | Manufacturing, processing industries |
| Environmental Impact | Minimal water discharge | Lower environmental footprint | Eco-friendly industries |



Uncovering China Air Cooled Condenser Condensate Tank Outperforms the Competition From Concept to Delivery






A
Ava Hall
Top-notch quality! The support team is very competent and helped resolve my issues swiftly.
21 May 2025
H
Henry Reyes
Superb quality and excellent customer support! The team was very accommodating and knowledgeable.
18 May 2025
L
Lucas Hall
This product is fantastic! Their support team is responsive and genuinely cares about customer satisfaction.
13 June 2025
E
Ethan Fisher
Impressive quality! The after-sales support team was attentive and provided great service.
15 June 2025
A
Amelia King
The quality is excellent! The after-sales support staff were polite and very accommodating.
02 June 2025
O
Olivia Moore
Very pleased with my purchase! The product quality is great, and the customer service was exemplary.
09 June 2025