







The Monoblock Cold Room refrigeration Unit is an innovative solution designed to meet the demanding requirements of temperature-controlled storage. Engineered for efficiency and reliability, this unit seamlessly integrates into cold room applications, ensuring optimal preservation of perishable goods, Ningbo Senjun New Materials Co., Ltd. prides itself on delivering high-quality refrigeration products that enhance energy efficiency while maintaining ideal climate conditions. The Monoblock unit features a compact design for easy installation and is equipped with advanced cooling technology, allowing for rapid temperature stabilization, Ideal for various industries, including food and pharmaceuticals, this refrigeration unit guarantees a consistent and reliable cold chain. With its robust construction and user-friendly operation, it minimizes maintenance needs, allowing businesses to focus on their core operations, Choose the Monoblock Cold Room Refrigeration Unit from Ningbo Senjun New Materials Co., Ltd. for a dependable solution that enhances your cold storage capabilities and supports your business growth

Wholesale Monoblock Cold Room Refrigeration Units | Top Manufacturers & Factories






Curated Selection of Monoblock Cold Room Refrigeration Unit Industry Leaders Guarantees Peak Performance
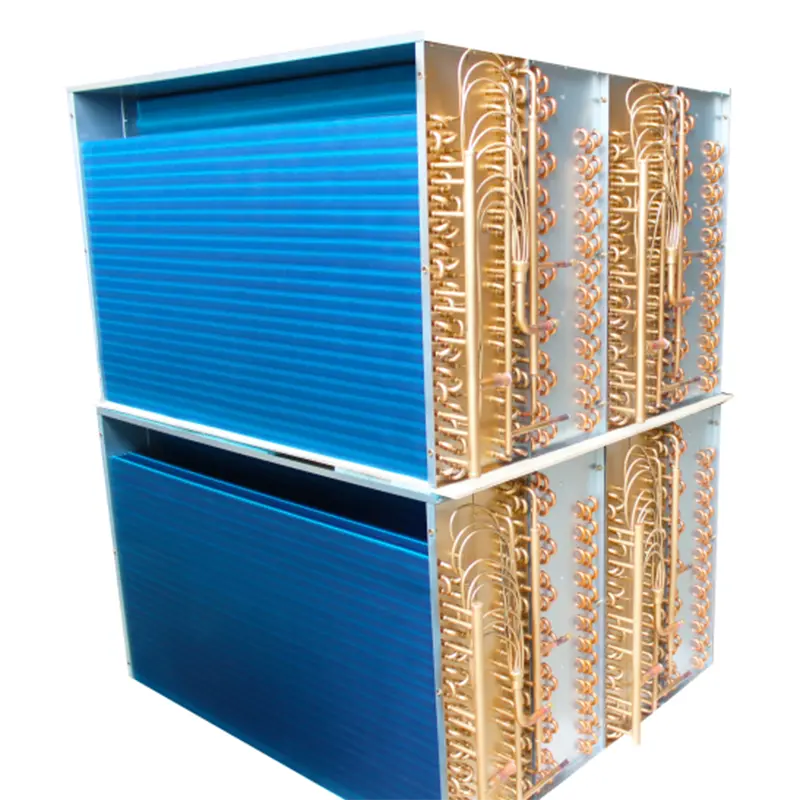
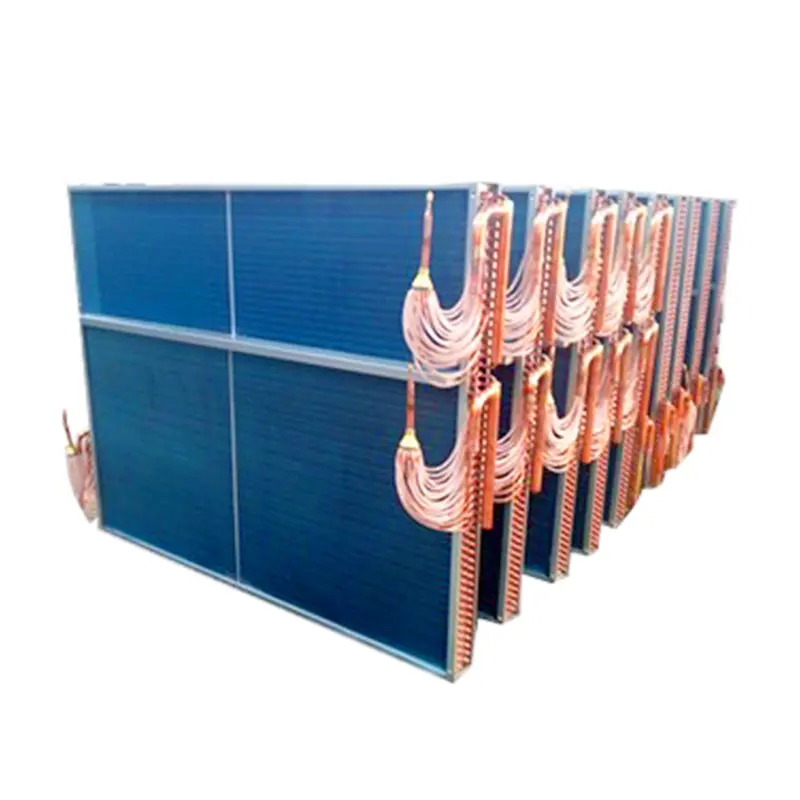
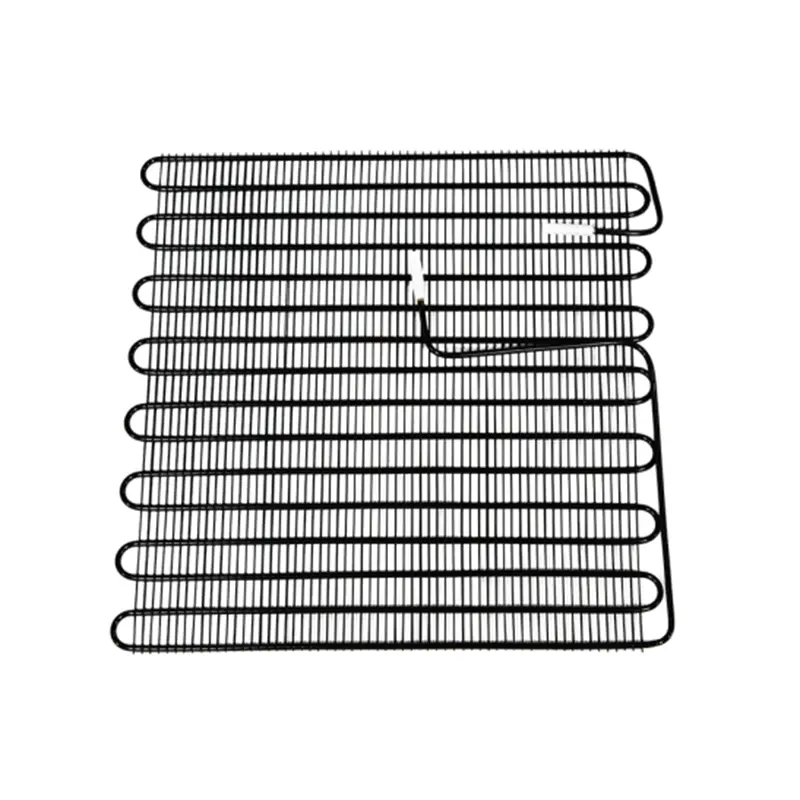
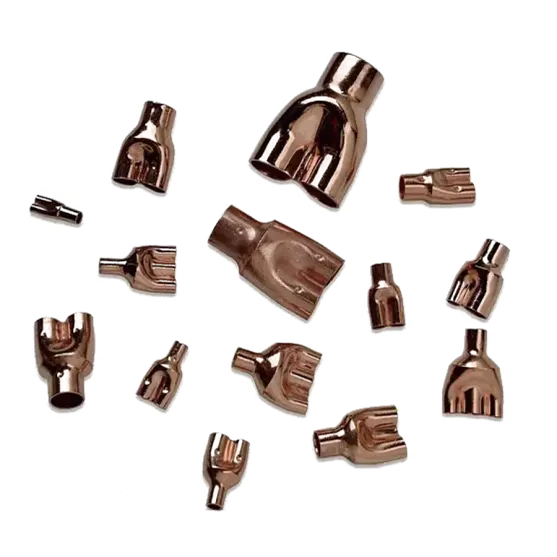
In the ever-evolving landscape of refrigeration technology, the selection of high-performance equipment is paramount for industries relying on optimal cooling solutions. At Ningbo Senjun New Materials Co., Ltd., we understand that a monoblock cold room refrigeration unit is more than just a necessity; it's a commitment to efficiency and reliability. Founded in 2010, our company specializes in the research, development, and production of cutting-edge wire tube condensers and copper-aluminum fin heat exchangers tailored for a variety of applications, including refrigerators, freezers, drinking fountains, and display cabinets. Our curated selection of industry-leading monoblock cold room refrigeration units guarantees peak performance tailored to meet the diverse demands of global buyers. With our extensive experience and commitment to innovation, we ensure that each unit is designed to deliver superior efficiency, reduced energy consumption, and unparalleled durability. By integrating advanced technology and high-quality materials, we position ourselves as a reliable partner for businesses looking to enhance their refrigeration systems. Whether you’re involved in food storage, pharmaceutical distribution, or retail display, our solutions are engineered to optimize your operations and safeguard your products. Join us in revolutionizing your refrigeration needs!
Curated Selection of Monoblock Cold Room Refrigeration Unit Industry Leaders Guarantees Peak Performance
| Model | Cooling Capacity (kW) | Energy Efficiency Ratio (EER) | Temperature Range (°C) | Refrigerant Type |
|---|---|---|---|---|
| Model A | 5.0 | 3.5 | -5 to 0 | R404A |
| Model B | 7.0 | 3.8 | -10 to -5 | R452A |
| Model C | 4.5 | 3.2 | -20 to -10 | R134A |
| Model D | 6.5 | 4.0 | 0 to 5 | R290 |
| Model E | 5.5 | 3.6 | -5 to 0 | R404A |

How-To Guide Monoblock Cold Room Refrigeration Unit Where Innovation Meets 2025 Dominates




E
Elena Johnson
Absolutely satisfied with my purchase. The product is built to last, and the customer service staff are very courteous and efficient.
06 July 2025
B
Brian Chen
This product is fantastic! The quality is really high, and their customer service was professional and quite helpful.
23 June 2025
I
Isabella White
This product is worth every penny! The quality is impressive, and the customer service team provided excellent support.
17 May 2025
C
Carter Walker
Excellent product all around! The quality is phenomenal, and the support team was exceptionally helpful.
07 June 2025
I
Isabella Williams
High-quality product with helpful and responsive customer service! A truly satisfying experience.
13 May 2025
A
Ava Cooper
I am thoroughly satisfied! The product quality is exceptional, and the customer service was very professional.
14 May 2025