








Wholesale Industrial Refrigeration Cycle Factory Manufacturers Guide
Are you in the market for reliable industrial Refrigeration Cycle solutions? Our Industrial Refrigeration Cycle Factory specializes in providing top-notch wholesale products tailored for various industrial applications. With a focus on quality and efficiency, we pride ourselves on being a leading supplier in the industry, When partnering with us, you’ll benefit from our extensive expertise and commitment to customer satisfaction. Our factory, located in Ningbo, specializes in advanced material processes, ensuring that you receive products designed to meet the highest standards. Whether you’re managing a large-scale operation or looking for specific parts, we can cater to your unique needs, We understand the importance of reliability in refrigeration systems, and our products guarantee performance you can count on. Choose us as your trusted partner in your industrial refrigeration requirements, and let’s work together to support your business growth!



Practical Methods To Industrial Refrigeration Cycle Factory Where Innovation Meets 2025 Your End-to-End Solution
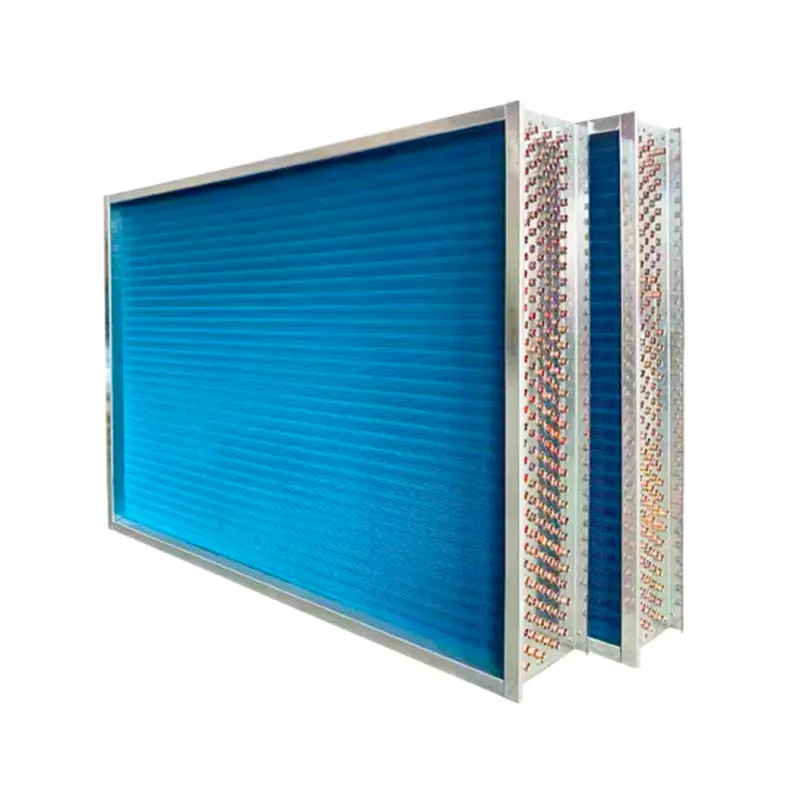
In the fast-evolving landscape of industrial refrigeration, Ningbo Senjun New Materials Co., Ltd. stands as a beacon of innovation. Founded in 2010, our company specializes in the development and production of high-quality wire tube condensers and copper-aluminum fin heat exchangers, which are integral components in various refrigeration applications such as refrigerators, freezers, drinking fountains, and display cabinets. As we look toward 2025, we are excited to unveil our comprehensive end-to-end solutions that are designed to meet the modern demands of efficiency and sustainability. Our commitment to research and development has positioned us at the forefront of technological advancements in the refrigeration industry. We understand that global buyers prioritize reliability and performance. Therefore, our products not only enhance cooling efficiency but also contribute to energy savings and reduced environmental impact. By leveraging cutting-edge manufacturing processes and innovative materials, we ensure that our condensers and heat exchangers excel in durability and effectiveness, helping our partners achieve their operational goals. As we aim to redefine the standards of industrial refrigeration, we invite global procurement professionals to explore the synergies that can be formed with Ningbo Senjun. Our tailored solutions are designed to address your unique needs, paving the way for collaborative growth in the evolving marketplace. Together, we can drive innovation and sustainability in refrigeration, ensuring that your business stays ahead of the curve in 2025 and beyond.
Practical Methods To Industrial Refrigeration Cycle Factory Where Innovation Meets 2025 Your End-to-End Solution
| Method | Description | Advantages | Expected Outcomes |
|---|---|---|---|
| Ammonia Refrigeration | Utilizes ammonia as a refrigerant, known for its efficiency and low environmental impact. | High efficiency, low operating costs, environmentally friendly. | 25% energy savings, reduced carbon footprint. |
| Variable Speed Drives | Adjusts the speed of the compressor based on cooling demand. | Increased energy efficiency and reduced wear on components. | 15% reduction in energy consumption. |
| Heat Recovery Systems | Recaptures waste heat from the refrigeration cycle for other uses. | Lower energy costs and higher overall system efficiency. | Up to 30% increase in overall energy efficiency. |
| Cascade Refrigeration | Uses multiple refrigerants in a two-stage system for improved efficiency. | Enhanced cooling performance and lower environmental risks. | 35% lower energy usage at low temperatures. |
| Smart Monitoring Systems | Utilizes IoT technology for real-time monitoring and analytics. | Proactive maintenance and system optimization capabilities. | Reduction in downtime by 20%, improved operational efficiency. |



Best Practices For Industrial Refrigeration Cycle Factory Supplier Service Backed by Expertise









G
Gabriel Washington
The product quality is outstanding. The after-sales team was impressive, very knowledgeable, and easy to work with.
06 June 2025
M
Mia Foster
Outstanding quality! The customer service representatives were extremely professional and attentive.
06 July 2025
L
Lily Carter
Incredible quality with a flawless design! The after-sales team was very supportive and attentive.
16 May 2025
C
Chloe Cooper
Very high quality with exceptional support! The after-sales team truly cares about their customers.
08 June 2025
L
Liam Smith
This product exceeded all my expectations! Outstanding quality and very knowledgeable support team.
12 May 2025
C
Charlotte Mitchell
This product is wonderful! The quality is high, and the customer service team excelled in their support.
17 May 2025